ЗЂВМЪБМфЃК2021-03-09ЫљЪєЗжРрЃКОМУТлЮФфЏРРЃК1ДЮ
еЊ вЊЃК еЊ вЊЃКНщЩмСЫЭўЖйЙЋЫОЮВЦјАБЗЈЭбСђИБВњбЧСђЫсяЇзАжУЕФЙЄвеСїГЬЃЌДцдкЮЪЬтвдМАММЪѕИФдьЪЕЪЉМАаЇЙћЁЃеыЖдбЧСђЫсяЇбѕЛЏТЪЯТНЕЕФЮЪЬтЃЌЭЈЙ§діМг1ЬЈ200m3бЧСђЫсяЇвКбѕЛЏЫўЬсИпбЧСђЫсяЇбѕЛЏТЪЃЌЪЙбЧСђЫсяЇбѕЛЏТЪДяЕН95%вдЩЯЃЌТњзуЯТгЮгУЛЇЕФЪЙгУвЊЧѓЁЃЖдШчКЮЬсИп
ЁЁЁЁеЊЁЁвЊЃКНщЩмСЫЭўЖйЙЋЫОЮВЦјАБЗЈЭбСђИБВњбЧСђЫсяЇзАжУЕФЙЄвеСїГЬЃЌДцдкЮЪЬтвдМАММЪѕИФдьЪЕЪЉМАаЇЙћЁЃеыЖдбЧСђЫсяЇбѕЛЏТЪЯТНЕЕФЮЪЬтЃЌЭЈЙ§діМг1ЬЈ200m3бЧСђЫсяЇвКбѕЛЏЫўЬсИпбЧСђЫсяЇбѕЛЏТЪЃЌЪЙбЧСђЫсяЇбѕЛЏТЪДяЕН95%вдЩЯЃЌТњзуЯТгЮгУЛЇЕФЪЙгУвЊЧѓЁЃЖдШчКЮЬсИпбЧСђЫсяЇбѕЛЏТЪЬсГіНЈвщЁЃ
ЁЁЁЁЙиМќДЪЃКСђЫсЩњВњЁЁАБЗЈЭбСђЁЁбЧСђЫсяЇЁЁбѕЛЏТЪ
ЁЁЁЁЭўЖйДяжнЛЏЙЄгаЯод№ШЮЙЋЫОга2ЬзСђЛЧжЦЫсзАжУЃЌвЛЦк800kt/aзАжУгк2011ФъЭЖВњЃЌЖўЦк400kt/aзАжУгк2014ФъЭЖВњЃЌвЛЦкКЭЖўЦкзАжУОљЮЊ“3+1”ЖўзЊЖўЮќЙЄвеВЂХфЬзгаЕЭЮТHRSгрШШЛиЪеМААБЗЈЮВЦјЭбСђзАжУЃЌдСЯЮЊвКЬхСђЛЧЃЌЭббЮЫЎЁЂбЛЗЫЎЁЂвЧБэПеЦјКЭЕчЕШгЩЛљЕиМЏжаЙЉгІЁЃ
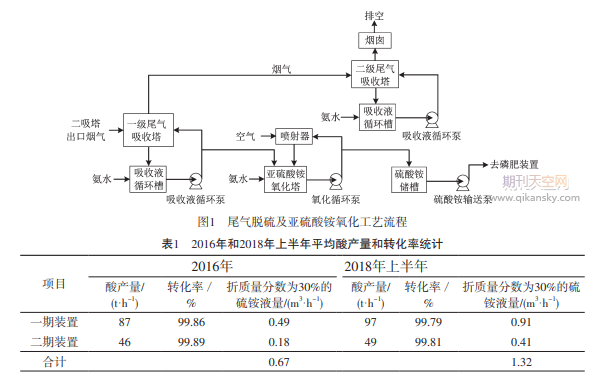
ЁЁЁЁ2ЬззАжУЕФЮВЦјДІРэОљВЩгУАБЗЈЭбСђЃЌЭбСђИБВњЮябЧСђЫсяЇвКОЙ§бѕЛЏКѓЃЌдйЫЭЕНЛљЕиЕФСзЗЪзАжУЛиЪеЪЙгУЃЌЮВЦјЭбСђМАбЧСђЫсяЇбѕЛЏЙЄвеСїГЬМћЭМ1ЁЃ
ЁЁЁЁ1ЁЁАБЗЈЭбСђзАжУГіЯжЕФЮЪЬтМАдвђЗжЮі
ЁЁЁЁ1.1ЁЁДцдкЮЪЬт
ЁЁЁЁДг2018ФъЦ№ЃЌСзЗЪзАжУГіЯжМИДЮдкЪЙгУСђЫсяЇвКЪБЛсЮХЕНДЬБЧЕФЖўбѕЛЏСђЦјЬхЁЃОЙ§ШЁбљЗжЮіЃЌЗЂЯжСђЫсяЇвКЕФбѕЛЏТЪжЛга78%ЃЌМДСђЫсяЇвКжаКЌгавЛЖЈСПЕФбЧСђЫсяЇЃЌЦфдкЪЙгУЪБЛсЗжНтГЩЖўбѕЛЏСђЃЌгАЯьЦфАВШЋЪЙгУЃЌЛЏбЇЗДгІЪНШчЯТЃК(NH4)2SO3→2NH3↑+SO2↑+H2O
ЁЁЁЁ1.2ЁЁдвђЗжЮі
ЁЁЁЁдьГЩШмвКжабЧСђЫсяЇКЌСПИпЕФжївЊдвђЪЧСђЫсзАжУЕФВњСПЩЯЩ§КЭзЊЛЏТЪЯТНЕЃЌВњЩњЕФбЧСђЫсяЇвКСПГЌЙ§СЫбЧСђЫсяЇвКбѕЛЏЫўЕФДІРэФмСІЁЃ2016ФъКЭ2018ФъЩЯАыФъЦНОљЫсВњСПКЭзЊЛЏТЪЭГМЦМћБэ1ЁЃ
ЁЁЁЁ2016ФъЕФЦНОљЫсВњСПНЯЕЭЃЌвЛЦкзАжУЮЊ87t/hЃЌЖўЦкзАжУЮЊ46t/hЃЌВЂЧввЛЦкзАжУЦНОљзмзЊЛЏТЪЮЊ99.86%ЃЌЖўЦкЮЊ99.89%;ЖдгІ2ЬззАжУИБВњСђяЇвКСПдМЮЊ0.67m3/hЁЃЖјЕН2018ФъЩЯАыФъЦНОљЫсВњСПЩЯЩ§ЃЌЧввђЗАДпЛЏМСж№НЅРЯЛЏЕМжТзмзЊЛЏТЪЯТНЕЃЌЖдгІ2ЬззАжУИБВњСђяЇвКСПвВЩЯЩ§ЕН1.32m3/hЁЃ
ЁЁЁЁвЛЦкКЭЖўЦкЮВЮќзАжУЙВгУ1ЬЈбЧСђЫсяЇвКбѕЛЏЫўЃЌИУбѕЛЏЫўЪЧвЛЦкЮВЦјДІРэзАжУХфЬзНЈЩшЕФЃЌЮЊ60m3ЕФВЃСЇИжбЛЗбѕЛЏВлЁЃЖўЦкзАжУХфЬзНЈЩшЕФбЧСђЫсяЇвКбѕЛЏЫўвђЮЊгаЩшМЦШБЯнУЛгаЭЖШыЪЙгУЁЃ2017ФъвдЧАЃЌдк2ЬззАжУзЊЛЏТЪНЯИпЧвИБВњбЧСђЫсяЇвКНЯЩйЕФЧщПіЯТЃЌ1ЬЈбѕЛЏЫўФмТњзуЩњВњЃЌЕБ2ЬззАжУзЊЛЏТЪЯТНЕЧвИБВњбЧСђЫсяЇвКНЯЖрЪБЃЌОЭГЌЙ§СЫбЧСђЫсяЇвКбѕЛЏЫўЕФДІРэФмСІЁЃ
ЁЁЁЁбЧСђЫсяЇвКбѕЛЏСїГЬЃКРћгУбѕЛЏбЛЗБУНЋбЧСђЫсяЇвКЫЭЕНбѕЛЏЫўЫўЖЅХчЩфЦїЃЌХчЩфЦїЮќШыПеЦјгыбЧСђЫсяЇвКГфЗжЛьКЯКѓНјШыбЧСђЫсяЇвКбѕЛЏЫўЃЌШчДЫВЛЖЯбЛЗЛьКЯШУбЧСђЫсяЇвКбѕЛЏЗДгІГжајЛКТ§ЕиНјааЁЃвЛЦкКЭЖўЦк2ЬзЮВЮќзАжУИБВњЕФбЧСђЫсяЇвКВЛЖЯЕиЫЭШыбѕЛЏЫўЃЌбѕЛЏЫўЮЊПижЦвКЮЛвВашСЌајЕиНЋВПЗжбѕЛЏКѓЕФСђЫсяЇвКЫЭЕНДЂВлжаЁЃ
ЁЁЁЁЯрЙижЊЪЖЭЦМіЃКСђЫсЙЄвЕЗЂБэЮФеТашвЊАцУцЗбУД
ЁЁЁЁдк2016ФъЪБЃЌ2ЬззАжУИБВњСђяЇвКСПжЛга0.67m3/hЃЌСђяЇвКОЙ§60m3бѕЛЏВлЕФбѕЛЏКѓЦфбѕЛЏТЪПЩДяЕН95%зѓгвЁЃЕН2018ФъЃЌ2ЬззАжУИБВњСђяЇвКСПга1.32m3/hзѓгвЃЌОЙ§бѕЛЏКѓЦфбѕЛЏТЪжЛга78%зѓгвЃЌФбвдДяЕНЯТгЮгУЛЇСзЗЪзАжУЕФЪЙгУвЊЧѓЁЃЩњВњЩЯЖрДЮМьВтЗЂЯжЃЌДгвЛМЖЮВЦјЮќЪеЫўВњГіЕФСђяЇЩњФИвКЕФбѕЛЏТЪдк50%~60%ЃЌМДЩњФИвКжаЕФСђЫсяЇжЪСПЗжЪ§дМеМзмАБбЮЕФ50%~60%ЁЃ
ЁЁЁЁ2ЁЁбЧСђЫсяЇбѕЛЏТЪгАЯьвђЫиЗжЮі
ЁЁЁЁИљОнЙњФкЭтбаОПЗЂЯж,гАЯьбЧСђЫсяЇбѕЛЏЕФвђЫигабЧСђЫсяЇвКХЈЖШЁЂбѕХЈЖШЁЂЗДгІЮТЖШЁЂpHжЕЁЂДпЛЏМСЁЂЗДгІЪБМфЕШЃЌзАжУЩЯетаЉвђЫиЗжЮіШчЯТЁЃ
ЁЁЁЁ1)бЧСђЫсяЇвКХЈЖШЃКбЧСђЫсяЇвКХЈЖШЪмЕНСзЗЪзАжУЪЙгУвЊЧѓЯожЦЃЌЩњВњЩЯρ[(NH4)2SO3]ПижЦдк250~350g/LЁЃ
ЁЁЁЁ2)бѕХЈЖШЃКбѕХЈЖШЪмЕНЦјдДЁЂЦјСПЁЂЦиЦјЗНЪНЕШгАЯьЃЌзлКЯПМТЧКѓбЁгУГЩБОНЯЕЭЕФХчЩфЪНЃЌМДХчЩфбЧСђЫсяЇвКгыПеЦјНјааЛьКЯЗДгІЁЃ
ЁЁЁЁ3)ЗДгІЮТЖШЃКЗДгІЮТЖШЪмЕНВЃСЇИжВФжЪЯожЦКЭЗДгІШШЕШгАЯьЃЌЩњВњЩЯвЛАуПижЦдк45~50ЁцЃЌВЛФмВЩгУеєЦћНјааМгШШЗРжЙГЌЮТЫ№ЛЕВЃСЇИжбѕЛЏЫўЁЃ
ЁЁЁЁ4)pHжЕЃКЩњВњЩЯpHжЕгІПижЦдк6.5~7.0ЃЌвђЮЊДгЮВЮќзАжУИБВњЕФСђяЇЩњФИвККЌгабЧСђЫсяЇЁЂбЧСђЫсЧтяЇЁЂСђЫсяЇКЭСђЫсЧтяЇЃЌашвЊМгАБПижЦpHжЕдк6.5~7.0ВХФмШУбЧСђЫсЧтяЇЁЂСђЫсЧтяЇзЊЛЏГЩбЧСђЫсяЇЁЂСђЫсяЇЃЌШЗБЃНЯИпЕФбѕЛЏТЪЃЌЭЌЪБХчЩфЦїЮќШыЕФПеЦјКЌЩйСПЕФЖўбѕЛЏЬМЃЌвВашвЊМгАБжаКЭетВПЗжЬМЫсЃЌЗРжЙбѕЛЏбЛЗвКЕФpHжЕВЛЖЯЯТНЕЃЌдьГЩЩшБИМАЙмЕРЕФИЏЪДЁЃ
ЁЁЁЁ5)ДпЛЏМСЃКУЛгаЪЙгУДпЛЏМСРДИЈжњбЧСђЫсяЇбѕЛЏЕФгІгУОбщЁЃ
ЁЁЁЁ6)ЗДгІЪБМфЃКгЩгкбЧСђЫсяЇвКЪєгкИпХЈЖШ(ХЈЖШдМЮЊ3mol/L)ЕФбѕЛЏЃЌЦфбѕЛЏЗДгІЪБМфНЯГЄЃЌОЩњВњЩЯЖрДЮВтЪдЃЌВЩгУ“МфаЊЪНЗДгІ”бѕЛЏ1Йо40m3ЕФСђяЇЩњФИвКЃЌашвЊбЛЗбѕЛЏ48hЦфбѕЛЏТЪВХФмДяЕН95%вдЩЯЁЃ
ЁЁЁЁзАжУдЩшМЦЮЊЕЅЬЈСЌајЪНЗДгІЦїЃЌСЌајНјбѕЛЏТЪ50%~60%ЕФСђяЇЩњФИвКЃЌСЌајВњГіСђЫсяЇвКЃЌЮяСЯдкбѕЛЏЫўжаЭЃСєЪБМфНЯЖЬЃЌФбвдБЃжЄНЯИпЕФбѕЛЏТЪЃЌШєВЩгУМфаЊЪНЗДгІЃЌБЃжЄзуЙЛЭЃСєЪБМфЫфПЩвдГфЗжбѕЛЏЃЌВњГіКЯИёЕФСђЫсяЇвКЃЌЕЋЛсдіМгЩњВњВйзїЕФРЭЖЏЧПЖШЃЌВЛвзНјааздЖЏПижЦЧвЩњВњаЇТЪЕЭЁЃ
ЁЁЁЁММЪѕШЫдБИљОнЪЕМЪЩњВњЧщПіЃЌОЙ§злКЯПМТЧКѓЃЌФтВЩгУСНМЖДЎСЊСЌајЪНЗДгІЦїЃЌаТНЈ1ЬЈ200m3ЕФбЧСђЫсяЇбѕЛЏЫўзїЮЊвЛМЖбѕЛЏЫўЃЌд60m3ЕФВЃСЇИжбѕЛЏЫўзїЮЊЖўМЖбѕЛЏЫўЁЃ
ЁЁЁЁ3ЁЁбЧСђЫсяЇбѕЛЏЙЄвеИФдь
ЁЁЁЁИФдьКѓЕФбЧСђЫсяЇбѕЛЏЙЄвеСїГЬМћЭМ2ЁЃ
ЁЁЁЁвЛЦкКЭЖўЦкЮВЮќСЌајВњГібЧСђЫсяЇвКНјШывЛМЖбѕЛЏЫўЃЌВЂдкбЧСђЫсяЇвКЙмЕРЩЯдЄМгАБЫЎЕїНкpHжЕЕН6.5~7.0ЃЌМДНЋбЧСђяЇвКжаЕФбЧСђЫсЧтяЇЬсЧАЗДгІЩњГЩбЧСђЫсяЇЁЃе§ГЃЩњВњЪБЃЌвЛМЖКЭЖўМЖбѕЛЏбЛЗБУСЌајдЫааЪЙХчЩфЦїГщШыПеЦјНјаабѕЛЏЃЌВЂПижЦвЛМЖКЭЖўМЖбѕЛЏЫўЕФвКЮЛдкдМ50%ЁЃШєСзЗЪзАжУВЛашвЊСђЫсяЇЪБЃЌдђгХЯШЬсИпЖўМЖбѕЛЏЫўвКЮЛЃЌШЛКѓдйЬсИпвЛМЖбѕЛЏЫўвКЮЛЁЃвдИУЗНЪННјааЩњВњПижЦМШФмБЃжЄНЯИпЕФбЧСђЫсяЇбѕЛЏТЪЃЌгжПЩдкСзЗЪзАжУВЛашвЊСђЫсяЇЦкМфФмДЂДцМИЬьЕФСђЫсяЇСПЁЃ
ЁЁЁЁ4ЁЁИФдьаЇЙћ
ЁЁЁЁИФдьКѓбѕЛЏЫўЪ§ОнМћБэ2ЁЃ
ЁЁЁЁДгБэ2ПЩвдПДГіЃКвЛМЖбѕЛЏТЪОљДѓгк85%ЃЌЖўМЖбѕЛЏТЪОљДѓгк95%ЃЌУЛгабѕЛЏЕФρ[(NH4)2SO3]ЕЭгк10g/LЃЌЫЭЕНСзЗЪзАжУЪЙгУЪБЗжНтВњЩњЕФЖўбѕЛЏСђЦјЬхНЯЩйЃЌЯћГ§СЫСђЫсяЇЪЙгУЕФАВШЋвўЛМЃЌДяЕНСЫЪЙгУвЊЧѓЁЃ
ЁЁЁЁ5ЁЁНсгя
ЁЁЁЁАБЗЈЭбСђИБВњбЧСђЫсяЇЕФРћгУгыбѕЛЏТЪУмЧаЯрЙиЃЌбѕЛЏТЪЕЭЛсдьГЩЪЙгУЙ§ГЬжабЧСђЫсяЇЗжНтГЩSO2ЃЌВЛНіРЫЗбзЪдДЖјЧвдьГЩЛЗОГЮлШОЁЃЩњВњЙ§ГЬжаЮЊБЃжЄбѕЛЏаЇЙћЃЌЬсГівдЯТНЈвщЃК
ЁЁЁЁ1)ЮЊЬсИпбЧСђЫсяЇбѕЛЏТЪЃЌЭЌЪБгжЗНБуЩњВњВйзїЕФздЖЏПижЦЃЌНЈвщбЧСђЫсяЇбѕЛЏВЩгУДЎСЊСНМЖЛђШ§МЖбѕЛЏЗДгІЃЌПЩИљОнЮВЦјЭбСђИБВњСђЫсяЇвКЕФСПМАЖдЦфбѕЛЏТЪЕФвЊЧѓРДЩшМЦЁЃ
ЁЁЁЁ2)бЧСђЫсяЇбѕЛЏЫўашХфБИМгАБЫЎЙмВЂНЋбЛЗвКЕФpHжЕПижЦдк6.5~7.0ЃЌвдШЗБЃНЯИпЕФбѕЛЏТЪКЭЗРжЙЩшБИИЏЪДЁЃ
ЁЁЁЁ3)вђЮЊбЧСђЫсяЇбѕЛЏЮЊЗХШШЗДгІЃЌЫљвдбЧСђЫсяЇбѕЛЏЫўВЛашвЊЭтМгШШЦфЮТЖШвВЛсЮШЖЈдк45ЁцзѓгвЃЌдкДЫЮТЖШЯТбЧСђЫсяЇЗжНтКЭАБЬгвнНЯЩйЁЃ——ТлЮФзїепЃКСѕЯщньЃЌЛЦгІЮФЃЌСњДКЛЈ
SCISSCIAHCI