ЗЂВМЪБМфЃК2018-08-06ЫљЪєЗжРрЃКПЦММТлЮФфЏРРЃК1ДЮ
еЊ вЊЃК еЊвЊ:ЫцзХЙЄвЕЩњВњЙ§ГЬжааХЯЂЛЏММЪѕЫЎЦНЕФВЛЖЯЬсЩ§ЃЌЬсЩ§зївЕаЇТЪКЭдіЧПЖдШЫдБКЭЩшБИЕФАВШЋБЃеЯдНРДдНБЛжиЪгЁЃБОЮФеыЖдЯжгаЬьГЕЯЕЭГЕФЗжЮіЃЌНсКЯаавЕЗЂеЙКЭММЪѕЗЂеЙЧїЪЦЃЌЯъЯИВћЪіЮоШЫЛЏжЧФмЬьГЕПижЦЯЕЭГЕФИХФюЃЌЬсГіЮоШЫЛЏЬьГЕЯЕЭГЕФзмЬхПђМмКЭЛљБОЙІФмЃЌЪЕ
ЁЁЁЁеЊвЊ:ЫцзХЙЄвЕЩњВњЙ§ГЬжааХЯЂЛЏММЪѕЫЎЦНЕФВЛЖЯЬсЩ§ЃЌЬсЩ§зївЕаЇТЪКЭдіЧПЖдШЫдБКЭЩшБИЕФАВШЋБЃеЯдНРДдНБЛжиЪгЁЃБОЮФеыЖдЯжгаЬьГЕЯЕЭГЕФЗжЮіЃЌНсКЯаавЕЗЂеЙКЭММЪѕЗЂеЙЧїЪЦЃЌЯъЯИВћЪіЮоШЫЛЏжЧФмЬьГЕПижЦЯЕЭГЕФИХФюЃЌЬсГіЮоШЫЛЏЬьГЕЯЕЭГЕФзмЬхПђМмКЭЛљБОЙІФмЃЌЪЕЯжПтЧјЙмРэЕФздЖЏЛЏЁЃ
ЁЁЁЁЙиМќДЪ:ЮоШЫЛЏПижЦ,ЗРАкПижЦ,ЬьГЕПижЦ,жЧФмЙЄГЇ,ПтЧјЙмРэ
ЁЁЁЁЦеЭЈРфдўГЕМфЕФЬьГЕВйзїДѓЖМвРППШЫЙЄЃЌЙЄзїЛЗОГЕЅЕїЁЂЙЄШЫРЭЖЏЧПЖШДѓЁЂШнвзЮѓВйзїЁЂЩшБИдЫаааЇТЪЕЭЃЌАВШЋадВюЁЃЪЎШ§ЮхЙцЛЎжаЃЌЙњМвЪЪЪБЬсГі“жаЙњжЦдь2025”ЃЌИжЬњЙЄвЕаХЯЂЛЏКЭЙЄвЕЮёЕФЩюЖШШкКЯЪЧЗЂеЙЕФБиШЛбЁдёЁЃЗЂеЙЮоШЫЛЏжЧФмЬьГЕПижЦЯЕЭГЃЌМШПЩвдЬсИпЬьГЕдЫаааЇТЪЁЂНЕЕЭЙЪеЯТЪЁЂНЕЕЭФмдДЯћКФЃЌгжПЩМѕЧсЙЄШЫЕФРЭЖЏЧПЖШЃЌЬсЩ§АВШЋадЃЌЪЧжЧФмЛЏЙЄГЇЗЂеЙЕФБиШЛЗНЯђжЎвЛЁЃ
ЁЁЁЁ1ЯЕЭГзмЬхМмЙЙ
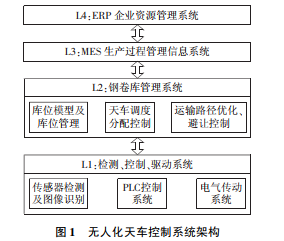
ЁЁЁЁгЩгкЮоШЫЬьГЕПижЦЯЕЭГНсЙЙИДдгЃЌЙЄПіЖрБфЃЌЮЊЪЪгІИїжжЙЄПіЯТЕФгІгУМАРЉеЙЃЌНЋЯЕЭГЛЎЗжЮЊERP(ЦѓвЕзЪдДЙмРэЯЕЭГ-L4)ЃЌMES(ЩњВњЙ§ГЬЙмРэаХЯЂЯЕЭГ-L3)ЃЌИжОэПтЙмРэЯЕЭГ-L2ЃЌМьВтЁЂПижЦЁЂЧ§ЖЏЯЕЭГ-L1ЃЌШчЭМ1ЫљЪОЁЃ
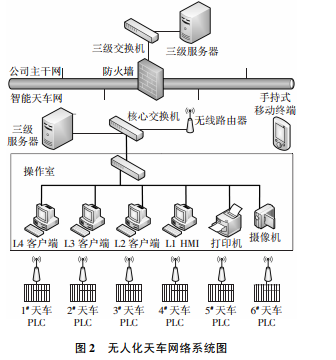
ЁЁЁЁгЩгкЬьГЕдкдЫааЙ§ГЬжаашвЊИпЫйЁЂЮШЖЈЕФаХЯЂНЛЛЛЃЌИљОнИжЬњаавЕЕФЙЄПіКЭЛЗОГЬиЕуЃЌВЩгУЙЄвЕвдЬЋЭјЁЂЙЄвЕЮоЯпвдЬЋЭјЁЂDPЭјТчХфКЯЪЙгУЕФФЃЪНЃЌШЗБЃЯЕЭГЖдДЋИаЦїКЭжДааЛњЙЙаХКХЕФЪЕЪБЛёШЁКЭДЋДяЃЌДгЖјДѓДѓдіЧПЭјТчЯЕЭГЕФПЩППадКЭЮШЖЈадЃЌЦфЭјТчЯЕЭГЭМШчЭМ2ЫљЪОЁЃ
ЁЁЁЁ2ЬьГЕPLCПижЦЯЕЭГ
ЁЁЁЁЬьГЕЮоШЫЛЏЯЕЭГФмЙЛЪЕЯжздЖЏИжОэВщевЁЂздЖЏЕѕОэЁЂЗХОэМАЬьГЕздЖЏЮоШЫМнЪЛЕШЙІФмЁЃвЊЪЕЯжетаЉЙІФмБиаыЖдЬьГЕМАЦфИНЪєЩшБИНјааОЋШЗЕФПижЦЁЃЬьГЕЖЈЮЛВЂЪЖБ№ИжОэКѓЃЌздЖЏЕѕОэЃЌШЛКѓЭЈЙ§ЬьГЕЮЛжУПижЦЕНДяИжОэФПБъПтЮЛКѓздЖЏЗХОэЁЃдкетИіСЌајЕФзївЕЙ§ГЬжаЬьГЕЮоШЫЯЕЭГЮЊЬсИпзївЕаЇТЪКЭБЃжЄзївЕАВШЋЃЌдкЬьГЕдЫааЪБЃЌЛЙНЋЖдЬьГЕКсЯђЮЛжУЁЂзнЯђЮЛжУЁЂДЙжБЗНЯђЮЛжУНјаааЕїПижЦ[1]ЁЃ
ЁЁЁЁ2.1PLCгВМўзщГЩ
ЁЁЁЁPLCбЁгУЕТЙњЮїУХзгS7-300аЭВњЦЗЃЌгУгкЬьГЕЕФЛљДЁздЖЏЛЏПижЦЃЌАќРЈЬьГЕжаЕФТпМПижЦЁЂЫГађПижЦЁЂЮЛжУПижЦвдМАВйзїКЭСЊЫјПижЦЃЌЙЪеЯМьВтЗжРрЃЌБЈОЏПижЦЕШЁЃвдS7-300CPUЮЊжааФЃЌгыЩЯЮЛМрПиМЦЫуЛњзщГЩETHERNETЭјЃЌгыЗжВМЪНI/OФЃПщКЭНЛСїБфЦЕЕїЫйЦїЙЙГЩProfibusDPзмЯпЭјТчЯЕЭГЃЌЪЕЯжећИіЕчПиЯЕЭГЕФЭјТчЛЏЙЄзїФЃЪНЁЃPLCАВзАгкЕчЦјЪвЕчПиЙёФкЃЌЗжВМЪНI/OФЃПщАВзАдкЬьГЕМнЪЛЪвЁЃ
ЁЁЁЁ2.2жївЊДЋИаЦїбЁаЭМАЬиад
ЁЁЁЁЬьГЕДѓГЕ(Xжс)дЫааОрРыНЯГЄЃЌПЩДяМИАйУзЃЌЦфЮЛжУМьВтВЩгУвЛЬѕЖРЬиЕФБрТыЕчРТ(гжГЦгеЕМФИЯп)РДЪЕЯжЃЌЭЌЪБНтОіжабыПижЦЪвгывЦЖЏЬьГЕжЎМфПЩППЕФЪ§ОнЭЈаХЁЂЬьГЕЫљдкЮЛжУМьВтЁЃЛљгкИагІЮоЯпММЪѕЕФГЕЩЯЮЛжУМьВтЯЕЭГЃЌЦфЮЛжУМьВтОЋЖШПЩДя5mmЃЌМьВтГЄЖШПЩДя1kmЁЃИагІЬьЯпгыБрТыЕчРТЕФПЩППИагІОрРыЮЊ5ЁЋ30cmЃЌВЛЪмЬьГЕдЫааЙ§ГЬжаеёЖЏЕФгАЯьЁЃ
ЁЁЁЁвђДЫЃЌЬьГЕДѓГЕЮЛжУМьВтЯЕЭГдЫааЮШЖЈЁЂПЩППадЧПЁЃЬьГЕаЁГЕ(Yжс)ЮЛжУМьВтВЩгУМЄЙтВтОрДЋИаЦїЃЌЖЈЮЛОЋЖШПЩДя2mmвдФк;ЗЧНгДЅВтСПГЄЖШКЭЫйЖШЃЌВЛЪмДђЛЌЁЂЛЎКлКЭБЛВтЮяВФжЪЕФгАЯьЁЃЬьГЕжїЙГ(Zжс)ЮЛжУМьВтВЩгУОјЖджЕБрТыЦїЃЌЫќгавЛИіОјЖдСуЮЛДњТыЃЌЕБЭЃЕчЛђЙиЛњКѓдйПЊЛњжиаТВтСПЪБЃЌШдПЩзМШЗЕиЖСГіЭЃЕчЛђЙиЛњЮЛжУЕиДњТыЃЌВЂзМШЗЕиевЕНСуЮЛДњТыЃЌДгЖјБмУтЮЛжУЗДРЁВЛе§ШЗЕМжТЕФПижЦвьГЃЁЃ
ЁЁЁЁ2.3жївЊПижЦЙІФм
ЁЁЁЁЬьГЕPLCПижЦЯЕЭГФмЙЛЪЕЯжШчЯТЙІФм:ЬьГЕКсЯђЁЂзнЯђЁЂДЙжБЯђЮЛжУПижЦ;МаЧЏЗРАкПижЦ;КсЯђЁЂзнЯђМАДЙжБЗНЯђСЊЖЏПижЦ;АВШЋИпЖШПижЦ;МаЧЏЮЛжУПижЦ;ЗРзВПижЦ;Й§ПчГЕЁЂВННјСКЮЛжУПижЦвдМАаХКХМьВтКЭЧ§ЖЏПижЦЁЃ
ЁЁЁЁ3ДЋЖЏПижЦЕчПиЯЕЭГ
ЁЁЁЁЬьГЕЕФДѓГЕаазпЁЂаЁГЕаазпЁЂжїЙГЩ§НЕЁЂИБЙГЩ§НЕОљВЩгУЖрДЋЖЏНЛСїБфЦЕДЋЖЏЯЕЭГЃЌгаШчЯТЬиЕу:(1)ЫйЖШПижЦЁЂЮЛжУПижЦИќОЋзМЃЌЪЧЪЕЯжЬьГЕЮоШЫЛЏКЭжЧФмЛЏЕФБиБИЬѕМў;(2)ЪЕЯжЗРАкЁЂЗРХЄПижЦЕШжюЖрЪЕгУЙІФм;(3)ПижЦЕчЛњЪЕЯжЦНЮШЦєЖЏЃЌДѓЗљбгГЄЩшБИЪЙгУЪйУќЃЌдіГЄЮЌЛЄжмЦк;(4)ДЋЖЏЕчЛњБфЦЕзАжУВЩгУЭГвЛЕФећСїзАжУЃЌећСїзАжУдЊМўЮЊIGBTЃЌПЩЪЕЯжЕчФмЛиРЁ;(5)вђећСїЕЅдЊПЩЪЕЯжЕчФмЛиРЁЃЌЧвЖдгкжїЙГИБЙГвЛРрЩшБИЪЕЯжгааЇНкФм;(6)ДЋЖЏзАжУЯрЖдЬхЛ§НЯаЁЃЌЧвПЩЮоМфЯЖНєДеВМжУЃЌНЕЕЭПеМфеМгУЁЃ
ЁЁЁЁ4ЗРАкПижЦЯЕЭГ
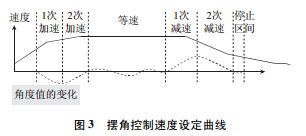
ЁЁЁЁЬьГЕдкдЫааЪБЃЌШчЙћМаЧЏЯТВПАкЖЏЗљЖШНЯДѓЃЌНЋгАЯьЬьГЕШЁОэКЭЗХОэЃЌНЕЕЭЩњВњаЇТЪЃЌбЯжиЪБЛсдьГЩМаЧЏгыИжОэжЎМфЕФПФХіЃЌГіЯжИжОэжЪСПЮЪЬтЃЌЫљвдБиаыПижЦЬьГЕдкКсЯђгызнЯђвЦЖЏЪБМаЧЏЯТВПЕФАкЖЏЗљЖШЁЃЭЈЙ§АкНЧМьВтвЧМьВтГіДѓГЕМАаЁГЕвЦЖЏЪБЕФАкНЧЃЌЬьГЕPLCИљОнАкНЧДѓаЁМААкЖЏЗНЯђМЦЫуГіВЙГЅЫйЖШЃЌШЛКѓЕўМгЕНДѓГЕМАаЁГЕЕФПижЦЫйЖШЩЯЃЌвдДЫПижЦЬьГЕМаЧЏЕФАкЖЏЁЃЬьГЕPLCАбДѓГЕМАаЁГЕЕФдЫааЫйЖШМАЮЛжУЕШЪ§ОнаХЯЂЗЂЫЭЕНАкНЧПижЦЦїЃЌАкНЧПижЦЦїНгЪеАкНЧМьВтвЧМьВтГіЕФДѓГЕМАаЁГЕАкНЧКѓЃЌдйНсКЯДѓГЕМАаЁГЕЕФИїжжЪ§ОнЃЌМЦЫуГіАкНЧВЙГЅЫйЖШ(ЫйЖШПижЦЧњЯпШчЭМ3ЫљЪО)ЃЌШЛКѓЗЂЫЭИјЬьГЕPLCЃЌЬьГЕPLCАбВЙГЅжЕЕўМгЕНЫйЖШЩшЖЈжЕЩЯЃЌЭЈЙ§DPЭјЗЂЫЭИјДЋЖЏзАжУЃЌПижЦДѓаЁГЕЕФЫйЖШЁЃ
ЁЁЁЁ5ГЕСОЪЖБ№ЯЕЭГГЕСОЪЖБ№ЯЕЭГЪЧИљОнЭЃКУЕФГЕСОжжРрЁЂаЮзДКЭЭЃГЕЮЛРДЪЖБ№ГЕСОЃЌВЂЖдВЛЭЌжжРрЕФГЕСОЩЈУшГіОэЮЛзјБъЃЌЪЙзАОэКЭаЖОэзївЕздЖЏНјааЕФГЕСОЪЖБ№ЯЕЭГЃЌЦфММЪѕЬиЕуШчЯТ:ВтЖЈЗНЪН:МЄЙтЩЈУшЯЕЭГ;ВтЖЈЮЛжУ:ГЕСОЩЯВП;ВтЖЈЮѓВю:±50mm;ВтЖЈЖдЯѓ:ВЛЭЌаЮзДЕФГЕСО;3DаЮЯѓЭМГіЯжЃЌВЂФмВтЖЈЩЯОэЮЛзјБъ;ВтОэПэЖШЁЂЭтОЖЃЌШЗШЯОэаЮзДКЭе§ШЗад;ДѓГЕЁЂаЁГЕМАИпЖШЮЛжУЕФВтЖЈЁЃ
ЁЁЁЁ6ПтЗПЙмРэздЖЏЛЏЯЕЭГПтЗПЙмРэздЖЏЛЏЯЕЭГЕФжївЊЙІФмЪЧЪЕЯжПтЧјИжОэШыПтЙмРэЁЂИжОэПтМфЙмРэМАИжОэГіПтЙмРэЁЃЬьГЕзївЕЙ§ГЬАќРЈзївЕМЦЛЎЁЂзївЕжДаавдМАзївЕНсЙћЗДРЁЃЌжївЊЙІФмШчЯТЁЃ
ЁЁЁЁПтЧјХфжУ:вРОнЯжГЁПтЕФВМжУЃЌЭЈЙ§ЯЕЭГВЮЪ§ЕФЩшжУЃЌНЋЯЕЭГаХЯЂгыЪЕМЪЕФПтЭМЯрСЌНгЁЃПтЕФДѓаЁЁЂПчЕФЗжВМЁЂЖтЕФЗжВМвдМАААзљЕФЮЛжУЕФЮяРэзјБъЖМЪЧгыЯжГЁГЩБШР§ЫѕЗХЕФЁЃЭЌЪБЃЌНЋЪЕМЪЕФОрРыВЮЪ§ЬсЙЉИјПижЦЯЕЭГЃЌДгЖјБмУтХізВЮЃЯеЕФЗЂЩњЁЃПтЧјЩшБИЙмРэ:ПтЗПЙмРэздЖЏЛЏЯЕЭГгЩЬьГЕЁЂЙ§ПчГЕЁЂВННјСКЁЂICПЈЖСШЁЩшБИвдМАЪжГжжеЖЫЕШЩшБИзщГЩЁЃНЋетаЉЩшБИЬсЙЉЕФаХЯЂСЌЭЈЃЌдйПижЦЩшБИЕФдЫзЊЃЌВХФмаЮГЩЭъећЕФздЖЏЛЏЯЕЭГЃЌЪЧЙмРэздЖЏЛЏЯЕЭГВЛПЩЛђШБЕФвЛВПЗжЁЃ
ЁЁЁЁШыПтГЕСОИњзй:ШыПтГЕСОИњзйЯЕЭГЃЌжївЊЪЧЪеЛѕШыПтЪБЃЌЭЈЙ§аХЯЂЙВЯэЃЌНЋГЕСОзАдиЕФИжОэЮЛжУвдМАЪ§СПНјааЪЖБ№ЁЃЬьГЕЕїЖШЙмРэ:вРОнВжПтЕФПтЭМаХЯЂЃЌЬьГЕЕФЙЄзїИККЩЃЌвдМАЮяСЯзївЕЕФгХЯШМЖЃЌКЯРэЕФЗжХфЬьГЕЁЃ
ЁЁЁЁвЊЭъГЩвЛИіШЮЮёашвЊ2ЬЈМАвдЩЯЬьГЕХфКЯЪБЃЌЬьГЕЕїЖШЯЕЭГздЖЏЕїЖШЬьГЕЙЄзїЁЃзївЕМЦЛЎЙмРэ:ОпгагыMESЁЂЮяСїЙмПиЦНЬЈЕШЯЕЭГЕФЮоЗьСЌНгвдМАЪ§ОнЕФздЖЏНЛЛЛЙІФмЁЃНгЪеЩЯгЮЯЕЭГЯТДяЕФзївЕМЦЛЎЁЂСйЪБзївЕжИЪОЃЌЯЕЭГздЖЏНјааФПБъЮЛжУдЄдМЁЂЬьГЕздЖЏЗжХфЁЂздЖЏЩњГЩжИЛгЙЄЕЅЭъГЩШыПтЁЂГіПтКЭЕЙПтЕФЙЄзїЁЃПтЭМЙмРэ:ИљОнЯжГЁзївЕЕФЪЕМЈЗДРЁЃЌЖдЮяСЯНјааЪЕЪБИњзйЃЌЮяСЯЕФЮЛжУМЏКЯОЭаЮГЩСЫПтЭМЁЃвРОнЪЕЪБЕФПтЭМаХЯЂНјааОіВпЃЌВХФмИќзМШЗЁЃАќРЈПтЭМзмРРЁЂЖтЮЛЯъЧщЁЂПтЭМЭЌВНЕШЙІФмЁЃ
ЁЁЁЁ7ЪжГжЪНжеЖЫЯЕЭГЬьГЕЮоШЫЛЏЯЕЭГЕФШеГЃзївЕЪЙгУШЫдБГ§СЫжїВйзїШЫдБЛЙАќРЈПтЙмВйзїШЫдБЁЂЩшБИЮЌЛЄШЫдБМАГЇЙмРэШЫдБЁЃетаЉШЫдБЙизЂЕФВЛЪЧдѕУДВйзїЬьГЕЃЌЖјЪЧашвЊеЦПиПтЧјЙмРэЁЂЮяСЯИњзйЁЂПтЧјећРэЁЂЬьГЕЪЕЪБзДЬЌЁЂЬьГЕзївЕЭГМЦвдМАИљОнЯжГЁашвЊЬсГізївЕЧыЧѓЃЌВЂзЊЗЂИјжїВйзїШЫдБЃЌЛљгквдЩЯЬиЕуНЈЩшЕФЬьГЕЮоШЫЛЏЯЕЭГвЦЖЏжеЖЫAPPШэМў(МђГЦЬьГЕAPP)ЃЌеыЖдВЛЭЌЕФЪЙгУепПЩвдЪЕЯжвдЯТЙІФм:ПтЙмВйзїШЫдБЃЌжївЊНјааЯжГЁИїжжзївЕЃЌАќРЈШыПтЁЂЕЙПтЁЂХЬПтЁЂзАГЕЁЂаЖГЕЁЂДђАќЁЂЩЯСЯЁЂЯТСЯЁЂЖГНсЕШЯжГЁВйзїЁЃЬьГЕЩшБИЮЌЛЄШЫдБЃЌжївЊдЖГЬМрПиЬьГЕЩЯИїИіЩшБИЁЂДЋИаЦїЕФзДЬЌЃЌВщПДааГЕРяГЬЁЂЖдЬьГЕећЬхдЫааЧщПіНјааеяЖЯЁЃПтЧјЙмРэгУЛЇЃЌЪЙгУЪжГжжеЖЫПЩВщбЏЕБЧАПтЧјДцЛѕЧщПіЁЂЬьГЕзївЕТЪЭГМЦЁЂЪЕЪБЗДгГПтЧјЕФЗжВМЧщПівдМАзївЕСПЕШЁЃ
ЁЁЁЁ8НсЪјгя
ЁЁЁЁБОЮФШЋУцВћЪіСЫЮоШЫЛЏжЧФмЬьГЕЕФзмЬхПђМмКЭжївЊзщГЩВПЗжЃЌеыЖдИїИізгЯЕЭГЬсГіСЫЗНАИМмЙЙКЭЙІФмжИБъЃЌНтОіСЫДЋЭГЬьГЕДцдкЕФЖЈЮЛОЋЖШВЛИпЃЌЙЄзїаЇТЪЕЭЯТЕШЮЪЬтЃЌЬсИпСЫЬьГЕЕФзївЕаЇТЪЃЌНЕЕЭСЫЬьГЕЩшБИЙЪеЯТЪЃЌМЋДѓЕиНЕЕЭСЫЙЄШЫЕФРЭЖЏЧПЖШЃЌПЩгааЇНЕЕЭЦѓвЕКЭЩчЛсЕФГЩБОЃЌЪЕЯжСЫПтЧјзївЕЙмРэЕФаХЯЂЛЏЁЂОЋШЗЛЏЁЂЮоШЫЛЏЃЌдкИжЬњЬьГЕСьгђОпгаМЋЧПЕФЭЦЙуМлжЕЁЃ
ЁЁЁЁВЮПМЮФЯз:
ЁЁЁЁ[1]жЃЯўЙтЃЌжмЮФЛЊЃЌРюаЁЦМ.ЬьГЕжЧФмПижЦЦї[J].КкСњНЕчзгММЪѕЃЌ1996(3):2.
SCISSCIAHCI