0
留言稍后联系!

发布时间:2021-12-31所属分类:农业论文浏览:1次
摘 要: 摘要:原油沉降罐罐底污油的三相分离是油田生产急待解决的问题之一,通常采用溶剂萃取和热水洗处理时存在安全风险和二次污染。本论文在分析了罐底污油基本特性后,提出了超声-冷冻解冻复合法处理罐底污油的方法,以三相分离后泥相含油量为考核指标先后进行了单因素和正

摘要:原油沉降罐罐底污油的三相分离是油田生产急待解决的问题之一,通常采用溶剂萃取和热水洗处理时存在安全风险和二次污染。本论文在分析了罐底污油基本特性后,提出了超声-冷冻解冻复合法处理罐底污油的方法,以三相分离后泥相含油量为考核指标先后进行了单因素和正交实验,得到了最佳工艺条件,并 讨 论 了 三 相分离机理。得出最佳工艺条件为:超声频率28kHz、温度55℃、超声功率300W、超声时间60min、冷冻温度为-5℃,冷冻时间为3h,解冻温度为60℃并静置1h。此工艺实现三相分离的机理大致如下:超声空化作用可以使固体颗粒在油滴表面脱附沉降至底部,再冷冻破乳时冰晶可以刺破油水界面、油滴聚并从而油水分离。研 究表明:采用此工艺处理罐底污油时安全风险低,不会带来二次污染,分离后水相含油率低。
关键词:分离;脱附;界面;超声;冷冻解冻
油田 采 出 原 油 在 沉 降 脱 水 处 理 过 程 中,脱 水罐、储油罐、污油罐底部会囤积大量污油[1-2]。这些罐底污油通常黏度较大而且含有细小的污泥颗粒和砂粒。由于罐底污油中的固体颗粒表面带有负电,相互排斥难于结成较大颗粒,所以造成罐底污油呈现出如下特点:固相含量低、含水率高、呈现悬浮分散状态、体积庞大且自然沉降难以实现三相分离难[3-4],影响了油田的正 常 生 产。目 前 处 理 罐底污油常用的处理方法有溶剂萃取、热水洗处理、超声波处理等。
溶剂萃取主要利用 “相似相容”原理,选择合适的有机溶剂作萃取剂与油泥充分混合,发生相间传质,就可以将油从油泥中萃取出来,从而实现油-水-泥三相的分离。但萃取剂一般价格昂贵,工业化处理中还存在一定安全风险,目前并没有实际运用到炼厂油泥处理。热水洗处理是清洗油泥和回收石油的方法,这种方法被广泛用于含油量高、低乳化原油和油砂。该方法主要是通过物理的方法,将油泥加入至热水中,并添加一些化学助剂,如表面活性剂等,降低油与泥之间的附着力,使油从固相表面脱附或聚集分离的污泥除油。通过对油泥的洗涤并附加搅拌或气浮等工艺设备,来实现油、泥、水三相分离。但这种热水洗处理技术会产生大量含油废水等造成二次污染[5-8]。
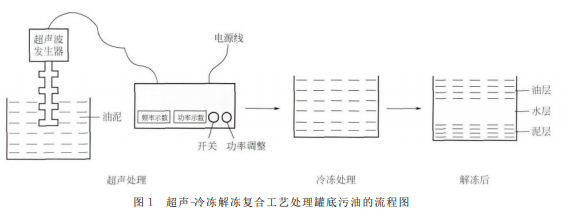
超声波处理通过超声波产生空化作用、微扰效应、湍流效应、界面效应、机械振动等破坏含泥污油的结构,降低污油的黏度,减小污油与无机固体的黏附作用[9-11],是目前研究的热点。冷冻解冻法是当前研究乳液破乳热门课题,其原理是利用温度场的循环变化,使乳状液油水两相发生相变,导致乳状液 体 系 不 稳 定,从 而 实 现 破 乳[12-13],但 目 前很少用于罐底污油的处理。图1 超声-冷冻解冻复合工艺处理罐底污油的流程图
本论文采用 超 声-冷 冻 解 冻 复 合 工 艺 对 某 油 田的罐底污油进行了三相分离,讨论了其分离机理,并以分离后泥相含油率为考核指标,优化了复合工艺条件。
1 实验材料与仪器
罐底污油取自某陆地油田的原油沉降罐罐底。棒状超声波发生器,由成都思科信达科技有限公司提 供, 频 率 为 固 定 值 28kHz, 最 大 功 率 400W;OilTech121A 手持式测油仪,美国 EnvironLab &Tech公司;BI-200SM 动态光散射仪,美国布鲁克海文 仪 器 公 司;低 温 冷 冻 柜 (BD-100LT),青 岛海尔特种电冰柜有限公司。
2 实验方法与步骤
2.1 罐底污油中三相含量的测定方法
取50g 油 泥 倒 入 200mL 烧 杯 中, 再 加 入50mL煤油萃取,利 用 分 液 漏 斗 分 离 出 油 相。剩下的泥 相 和 水 相 称 重 记 质 量 m1,然 后 用 滤 纸 过滤分离,取出滤纸上的泥相并在 105℃下 烘 干 称重记 m2,再 利 用 索 式 提 取 器 抽 提 烘 干 后 得 泥 相(石 油 醚 为 溶 剂), 抽 提 6h 后取出烘干称重记m3。
2.2 超声-冷冻解冻复合工艺
超声-冷冻解冻复合工艺处理罐底污油的工艺流程见图1。首先,在250mL烧杯中加入200mL的罐底污油,一定温度下超声一段时间后冷却至室温;接着,将样品放入低温冷冻柜中冷冻一定时间;最后将样品在高温下解冻,静置,实现三相分离。
三相分离后将上层的油撇出测定油中 含 水, 水用 针 筒 抽 出 测 定 水 中 含 油, 剩 下 泥 相 测 定 泥 中含 油。
2.3 分析方法
油中 含 水 率 采 用 GB/T8929—2006 蒸 馏 法 测定;水中含油率采用手持式测油仪测定;泥中含油参照文献 [14]测定。
3 实验结果与讨论
3.1 罐底污油物性分析结果
罐底污油外观图见图2,油、水、泥三相含量的测定结果见表1。
由图2可见罐底污油呈黑色泥浆状,水、油、泥三相混合均匀。图3为罐底污油自然沉降不同时间的实物图,由图3可以看出,依靠自然沉降其很难实现三相分离。由表1可见,罐底污油中水含量较高,油及固含量次之,符合常见罐底污油的基本特征。另外,经清洗和烘干后的泥相呈青灰色,轻微受力之后呈粉末状,利用动态光散射测得其平均粒径为1.56m (见图4)。
图4显 示 了 罐 底 污 油 的 显 微 照 片。由 图 5 可知,大小不同的油性颗粒分散在水中,这些油性颗粒大致可以分为两大类:①大的油性颗粒,可能是大颗粒固悬物吸附油相后形成的,会沉降在底层; ②小的油性颗粒,是细小固悬物吸附在油水界面后通过 “Pickering乳 液”稳 定 的 油 滴,会 稳 定 悬 浮在水中。因此理论上要实现三相分离,就是应该设法破坏固体颗粒与油相之间的吸附力,实现固体颗粒从油水界面脱附,使油滴聚并上浮。
3.2 超声-冷冻解冻复合工艺研究结果
3.2.1 不同工艺处理罐底污油的对比
分别采用4种不同工艺处理罐底污油,具体如下:①只加热 (未处理),在60℃下保温2h;②只超声,60℃、200 W 的 条 件 下 超 声1h后 静 置2h; ③冷冻解冻,在-5℃下保 温8h后 再 在60℃下 解冻保温1h;④超 声-冷 冻 解 冻 复 合,60℃、200 W的条件下超声 1h 后 冷 却 至 室 温,在 -5℃ 下 保 温6h后再在60℃下解冻保温1h。不同工艺处理完罐底污油后的实物图见图5。由图5可以看出,只加热时,体系外观呈现均匀的黑色,不过底部有一薄层黑色的泥层 (照片上无法看出),这是由于大颗粒固悬沉降所导致。只超声时油、水、泥三相分离后界面清楚,但泥层很厚。超声产生这一结果的原因可能是:超声空化作用可以破坏固体颗粒与油相的吸附性[16],部 分 油 滴 稳 定 性 下 降 后 发 生 聚 并,从而油水分离,但由于罐底污油中固体颗粒很多,部分油滴表面吸附的固体颗粒也很多,要使全部固体颗粒都脱附比较困难,所以仍然有大量的油滴、水和泥稳定的混合在一起,位于下层。
只冷冻-解冻时,三 相 界 面 模 糊,中 间 水 层 很浑浊。一般 来 说,冷 冻-解 冻 实 现 O/W 乳 液 破 乳的主要机理为界面膜破坏,冰晶形成过程中,尖锐的树杈结 构 会 刺 破 界 面 膜 进 入 油 滴,造 成 部 分 聚并,在解冻过程中界面张力作用促使发生聚并破乳[17]。对罐底 污 油 而 言,由于吸附在油滴表面的固体颗粒可能比较多,吸附层较厚,单独使用冷冻-解冻时,冰晶刺破界面膜的能力较弱,所 以 三 相分离的效果并不好。
对比而言,超 声-冷冻解冻复合法对罐底污油的三相分离有最好效果,此时油、水、泥三相分离 明显,中间水相 水 色 清 澈,泥 层 也 不 厚,如 图6。这可能的原因是先超声可以减少固体颗粒在油滴表面的吸附 量 (即薄化固体颗粒在油滴表面的吸附层),再冷冻破乳时便可以利用冰晶的形成有效破坏界面膜,实现油滴聚并。因此下文将以分离后泥相含油量为考核指标具体优化超声-冷 冻 解 冻 的 工艺条件。
3.2.2 温度
固定超声时间为60min,功率 为200W,超 声后放于-5℃下 保 温4h再 在60℃下 解 冻 保 温1h,考察不同超声作用温度对分离后泥相含油率的影响,结果见图7。由 图7可 知,随 着 温 度 的 升 高,泥相含油率先下降后升高,当超声温度为60℃时,下层泥相含油率最低。这可能是因为温度升高降低了原油黏 度,减 小 了 原 油 与 固 体 颗 粒 之 间 的 黏 附力,油滴稳定性下降后利于三相分离。但升温还会引起超声空化作用的减弱,降低超声对原油与固体颗粒间 结 合 力 的 破 坏[16]。 两 者 相 互 制 约, 故 在60℃时处理,下层泥相含油率最低。
3.2.3 超声功率
固定超声 温 度 为60℃,时 间 为60 min,超 声后放于-5℃下 保 温4h再 在60℃下 解 冻 保 温1h,考察不同超声功率对分离后泥相含油率的影响,结果见图8。由图8可见,在较低功率下分离后泥相含油率变化较小,但随着功率增大到200W 时,泥相中含 油 率 明 显 下 降,350W 时 含 油 率 可 下 降 至39.4% (质量分数)。这主要是因为超声波的空化作用会随着功率的增大而增大,而空化作用则会破坏原油与固体颗粒之间结合力。
3.2.4 超声时间
固定超声温度为60℃,功率为200W,超声后放于-5℃下保温4h再在60℃下解冻保温1h,考察不同超声时间对分离后泥相含油率的影响,见图9。由图9可见,随着超声时间的延长,泥相含油率逐渐下降,在60min时,含油率最低为49.2%。这可能是因为随着超声时间的延长,吸附的油滴表面的固悬 物 会 逐 渐 减 少,油滴稳定性也会逐渐下降,处理效果逐渐变好[18]。
3.2.5 冷冻温度和时间的影响
固 定 超 声 时 间 60 min, 温 度 60℃, 功 率350W,以及解冻温度60℃和解冻后 保 温 时 间1h,考察冷冻温度和冷冻时间对分离后泥相含油率和水中含油量的影响,结果分别见表2和表3。由表2可知,当温度高于-5℃ 时,罐底污油并不能被完全冷冻,水相不能形成冰晶,破坏界面膜;当温度低于 或 等 于 -5℃ 后,罐底污油可以完全冷冻结实,形成冰晶从而实现破乳,解冻分离后泥相含油和水相含油变化较小。另外,由表3可知,要将罐 底污油冷冻 结 实 所 需 最 短 时 间 为2h;随 着 冷 冻 时间的延 长,分 离 效 果 增 强;当 冷 冻 时 间 大 于 等 于3.5h后,分离后泥相含油和水相含油基本 不 变。这是由于冰晶的长大需要一个过程,从而需要冷冻一定时间。
3.2.6 正交实验
选取超声波功率、超声作用温度、超声作用时间、冷冻时间4个影响因素进行三水平正交实验考察,实验设计和结果见表4。
由表4可知,4个因素对最终泥相含油率的影响程度排序为:超声功率>冷冻时间>超声时间>超声作用温度,最佳水平组合为功率为300W,超声作用 时 间 60min,超 声 作 用 温 度 55℃,冷 冻 时间3h。在此最佳实验条件下进行超声冷冻解冻实验,罐底油泥三相分离后的结果为:上层油中含水17.9%,中 层 水 相 含 油 118mg/L, 下 层 泥 相 含油37.6%。
4 结论与建议
(1)罐底污油物性分析结果表明:罐底污油含水量 80.0%,含 油 12.8%,固 含 7.2%;其 中 固体颗粒的平均粒径为1.56μm。这些细小的固相颗粒与油混合分散在水相中,形成了稳定的乳液,单纯依靠加热较难实现三相分离。
(2)对比不同工艺处理罐底污油的结果可以发现超声-冷冻解冻复合工艺的处理效果最佳;以 分离后泥相含油 量 为 考 核 指 标,优化得到最佳超声-冷冻 解 冻 复 合 工 艺 条 件 如 下:超 声 频 率 28kHz、超 声 温 度 55℃、 超 声 功 率 300W、 超 声 时 间60min、冷冻温 度 为-5℃,冷 冻 时 间 为3h,解 冻温度为60℃并静置1h。在此最佳工艺条件下,罐底 污 油 三 相 分 离 后 的 结 果 为: 上 层 油 中 含 水17.9%,中 层 水 相 含 油 118mg/L, 下 层 泥 相 含油37.6%。
(3)罐底 污 油 经 超 声-冷 冻 解 冻 复 合 工 艺 处 理后所得下层泥相含油率还远远大于国标 《一般工业固体废物贮存、处置场污染控制标准》的要求,所以下层泥相仍需要后续深度处理。——论文作者:张衡1 ,黎奇谋1 ,张林2 ,王丽晶1 ,方申文1
参 考 文 献
[1] 张雷,刘惠玲,王丽杰 .罐底油泥特性分析及其除油处理工艺 [J].化工环保,2012,32 (4):334-338
[2] 徐如良,周自忠,刘春平,等 .炼油厂”三泥”离心脱水处理研究 [J].化工环保,2003,23 (6):314-317.
[3] HU Guanji,LIJianbing,ZENG Guanming.Recentdevelopmentinthetreatmentofoilysludgefrom petroleum industry:areview [J].Journalof Hazardous Materials,2013,261:470-490.
[4] HU Guanji,LIJianbing,HOU Haobo.A combinationofsolventextraction andfreezethaw for oilrecoveryfrompetroleumrefinery wastewatertreatmentpondsludge [J].JournalofHazardousMaterials,2015,283:832-840.
[5] 陈英,陈东,闫哲,王玉华,等 .干化罐底油泥的溶剂萃取-海 水 洗 涤 工 艺 [J].环 境 科 学 研 究,2014,27 (11):1278-1284.
[6] 刘晓,王文斌,尹先清,等 .含聚油泥处理技术及研究进展[J].中外能源,2013,18 (9):87-91.
[7] 李建柱,李晓鸥,封瑞江,等 .油泥及其处理工艺发展现状[J].炼油技术及工程,2009,39 (12):1-4.
[8] TOLGATuncal,ORHAN Uslu.Areviewofdehydrationofvariousindustrial sludges [J].Drying Technology: AnInternationalJounral,2014,32:1642-1654.
澹版槑:鈶犳枃鐚潵鑷煡缃戙€佺淮鏅€佷竾鏂圭瓑妫€绱㈡暟鎹簱锛岃鏄庢湰鏂囩尞宸茬粡鍙戣〃瑙佸垔锛屾伃鍠滀綔鑰�.鈶″鏋滄偍鏄綔鑰呬笖涓嶆兂鏈钩鍙板睍绀烘枃鐚俊鎭�,鍙仈绯�瀛︽湳椤鹃棶浜堜互鍒犻櫎.

SCISSCIAHCI

