����ʱ�䣺2022-05-16�������ࣺũҵ���������1��
ժ Ҫ�� ժҪ����δɱ���ĸ���������Ϊ�����飬ͨ���趨��ͬ��ѹѹ����ϡ��� ѹ ʱ �䡢��ѹʱ��Ⱥ�Эͬ�¶ȣ����õ����غ��������������������������Ͻ��г���ѹ�������ⶨ �� �� �� �� ����ù �� �� �� ĸ ����pH���� �� �Թ�����ȶ�ϵ����ɫ���E �ȸ���ָ���
����ժҪ����δɱ���ĸ���������Ϊ�����飬ͨ���趨��ͬ��ѹѹ����ϡ��� ѹ ʱ �䡢��ѹʱ��Ⱥ�Эͬ�¶ȣ����õ����غ�������������—�������������Ͻ��г���ѹ�������ⶨ �� �� �� �� ����ù �� �� �� ĸ ����pH���� �� �Թ�����ȶ�ϵ����ɫ���E �ȸ���ָ��ı仯���� �� ����ѹ�����Ը�������Ʒ�ʵ�Ӱ�첢ȷ�����ɱ�������������� �� �� �� �� ������ �� �� ѹ ѹ �� �� �� 200 MPa/550MPa����ѹʱ��12min���� �� ѹ ʱ �� ��1�X2��Э ͬ �¶�30 ��ij���ѹ����������Чɱ�������е����ͬʱ�Ը�������ԭ��Ʒ��Ӱ���С��
�����ؼ��ʣ������;������;��������;����ѹ;Ʒ��
���������(PassifloraedulisSims)���������������ж��ǡ������� �� �� �� �� �� �ơ��ס��� �� �� ��[1]���� �� �� ζ ���أ��dz���������������֭�� �ϣ�����Ч���Ƹ������ϵķ�ζ[2]��������(Hylocereusundatus)�� �� �� �� ������ ��ά���ء���ʳ�� ά��̼ˮ������Ϳ�����[3]���� һ �� �� ��ʳ��ά����֬���� �ǡ���ˮ������Ӫ���طḻ���ȴ������ȴ�ˮ��[4]��������ˮ����Ϊ��������ũ��Ʒ��Դ�������ߵ���������[5-6]�������߸���������Ʒ���� �� ת ��Ϊ�߸���ֵ�ӹ���Ʒ����ʽ���ԭ�ϲ�����������[7]��Ȼ�������������������Ϊ������ԭ�ϣ���������ɱ���ͬ�̶ȵ��ƻ����������е�Ӫ���ɷֺй�Ʒ��[8]��
��������ѹ����(UHP)��Ŀǰũ��Ʒ����ɱ�����о��ȵ�֮һ[9]������ɱ������ø��ͬʱ���ֲ�Ʒԭ��Ӫ���й�Ʒ�ʣ�����ʩѹ��ʽ��Ӱ�쳬��ѹɱ��Ч����һ����Ҫ����[10]�����о�[11]�� ������Ъʽ����ѹ����ǿ��������������ʣ����ٳ���ѹ����ʱ�䡣�����о��в��ü�Ъ��ʩѹ������һˮ���������б���������ܲ�֭[11]����������֭[12]��Ҭ�� ԭ ��[13]9�ȣ���Ӧ���ڰ����—�� �����������ϵ��о���δ��������
������������ü�Ъʽ����ѹ���������—�� �� �� �� �����ϣ��о���ͬ��ѹѹ����ϡ��� ѹ ʱ �䡢�� �� ѹ ʱ ��Ⱥ�Эͬ�¶ȶԸ�������ɱ��Ч����Ʒ�ʵ�Ӱ�죬Ϊ �乤ҵ���ӹ�Ӧ���ṩһ���IJο���
����1 �����뷽��
����1.1 �������Լ�
������������Ϲ���̩��ˮ����;
���������������⣬̩��ˮ����;
����������ľ����������ƽ;
������ɰ�ǡ�ʳ�Σ�����;
��������ø��ʳƷ����ŵά������˾;��������ԭ����ʳƷ�����㽭��ζ����ʳƷ����˾;��ˮ�Ҵ����� �� �ƣ��� �� �����㶫�⻪�Ƽ��ɷ�����˾;
����ƽ�������֬�������Լ����㶫��������Ƽ�����˾��
����1.2 �����������豸
�����Ʊ���������XP07�ͣ���ɽ��˳����ϲ���ҵ�������˾;
�������Ժ���ˮԡ����HH-S2�ͣ����ս��������Ƽ�����˾;
������ʽѹ�������������LDZX-75KBS�ͣ��Ϻ��갲ҽ����е��;
����̨ʽ���ٴ��������Ļ���L550�ͣ��� �� �� �� ʵ �� ��������������˾;
������հ�װ����AS-Z0L�ͣ�Ȫ���а�ɭ��������˾;
�������� ѹ �� ����HPP.L2-600/1�ͣ����̩ɭ������˾;
����pH �ƣ�FE28 �ͣ�÷ �� ��—�� �� �� �� �� (�� ��)�� ��˾;
�����ɼ��� �� �� �� �ƣ�722 �ͣ��Ϻ��ӿ������DZ�����˾;
���������Ƕȼƣ�LH-B55�ͣ�½����������˾;
����ɫ��ɫ�� �ƣ�CR-400�ͣ��ձ����Ῠ���ܴ�ع���ʽ���硣
����1.3 ���鷽��
����1.3.1 �����—�������������ϵ��Ʊ�
�������� �� ֭���� �� �� ֭ → �� �ϡ��� �� → �� �� → �� װ(100g/��)→��շ��→����ѹɱ��→��ȴ→��Ʒ
��������Ҫ�㣺
����(1)��ϡ����䣺���Ʊ��İ����֭��������֭������䷽�������������������1�X1 (g/g)���� Һ ��1�X3(g/g)���л�Ϻ�����б�����Ч�ҿɾ���Ӫ���ĺ�ľ����0.35%������9%���ȶ���0.1%���䡣
����(2)���ʣ�������õĻ�Ϲ�֭���ڽ���ĥ�д���7min��
����(3)��װ�������ʺ�ĸ�������װ����ѹ����������PET/PE�������ʳƷ��װ���С�
����(4)��շ�ڣ�װ �� �� ��0.1 MPa�� �� �� �� �� �� �⣬���ʱ��Ϊ2.0s����ȴʱ��Ϊ1.7s��
����(5)����ѹɱ��������װ�õĸ����������ڳ���ѹ��������ڣ���ˮ �� Ϊ �� ѹ �� �ʣ������ȵ�ѹ�������� ж ѹ��ɺ��������и�ѹ��������������ȡ����Ʒ��
����1.3.2 ������������� �����趨����ѹ������������Ϊ��ѹѹ�����200MPa/400MPa����ѹʱ��10min����ѹʱ���1�X1��Э ͬ �� ��30 �棬�Ե�ѹѹ�����(100 MPa/400 MPa��200 MPa/400 MPa��200 MPa/500MPa��300 MPa/500 MPa��300 MPa/600 MPa)���� ѹʱ��(2��6��10��14��18min)����ѹʱ���(5�X1��2�X1��1�X1��1�X2��1�X5)��Эͬ�¶�(25��30��35��40��45 ��)Ϊ����ѹ�����Ŀ������أ��Ծ���������pH�������Թ�����ȶ�ϵ����ɫ��ֵ��E Ϊ ָ �ꡣ�ı�����һ�������������� �����������������ֱ�����ضԸ�������Ʒ�ʵ�Ӱ�졣
����1.3.3 ���������Ż���� ���ݵ��������������� ��L9(34)������������ˮƽ������������ˮƽ��ơ�
����1.3.4 �ⶨָ��(1)ɫ��ֵ���ֱ���ѹ������Ʒ�������Ʒƽ����̨�棬����ɫ��ƶ���Ʒ��L��a��b���вⶨ��Ȼ��Աȷ���[14]��
����2 ��������
����2.1 ��ѹѹ����϶Ը�������Ʒ�ʵ�Ӱ��
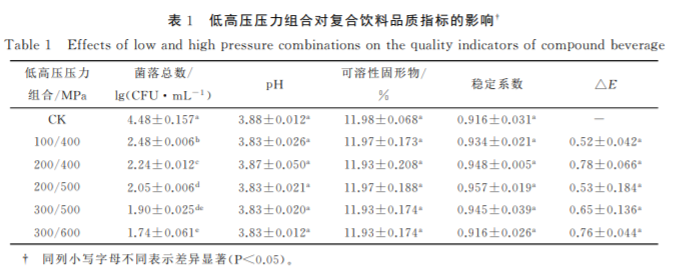
������ �� ��—�������������� �г�ʼ��������Ϊ4.48lg(CFU/mL)������ѹ����ϵ����ߣ��� �� �� �� �� �½� �� �ơ� �� ѹ �� �� �� 100 MPa/400 MPa��300 MPa/600MPa�����ĸ��������о��������ֱ��½��� 2.48��1.74lg(CFU/mL)���������������еIJ���ѹ���� ����ѹ����ϵ�������ʧ��;��200 MPa/500 MPa�� �������ϵ�ɱ����Ϊ 99.64%���� ѹ �� �� �� �� 200 MPa/500MPa��300MPa/500MPa��300MPa/600MPaʱ�����������о���������û������ѹ����ϵ�������������١�����ԭ����ѹ�����ֶ�ѹ�����е�ϸ���Ѿ��������������ķ�Χ�ڼ�������ѹ������ ʩ ѹ ѹ ��Զδ�ﵽ��ѹ������ֵ�����������Ҳ������������[16]��
������ �� 1 �� ֪����ͬ��ѹѹ����϶Ը����� �� ��pH�������Թ��� ��� �� ϵ �� �� ɫ �� ��E �� �� �� �� �� ����������(P<0.05)���� �� �� �� �� ��[12]�о�����ѹ������������֭Ʒ�� �� Ӱ �� ʱ �� �� һ �£�������ѹ������������֭��pH���� �� �� �� �� ��� �� ϵ �� �� ɫ ���E �� ������ �� �� �졣 �� �У��� 100 MPa/400 MPa��200 MPa/500MPaʱ��ɫ���E �����������ϸ�С���ۺϸ���ָ�꼰 �� �� �� �� �� �ǣ��� �� �� ѹ �� �� �� Ϊ 200 MPa/500MPa��
����2.2 ��ѹʱ��Ը�������Ʒ�ʵ�Ӱ��
�������ű�ѹʱ��(2��18min)�� �� �������������������٣�����ӳ���ѹʱ���ɱ�������е�ϸ��Ч������(��2)�������νܵ�[17]���������ų���ѹɱ��ʱ����ӳ����������������������������һ�¡��� ��ѹʱ��>10minʱ���������ϵľ��������½�����ƽ�������������ڸ��������еĴ���������10min�ڱ�ɱ������ʣ���������нϸߵ���ѹ�ԣ��� �� �� �� �� ��ѹʱ��Ը��������о��������ı仯�����ԡ�
�����ɱ�2��֪����������� �ȣ�������ѹ�����Ը������ϵ�pH�������Թ�������ȶ�ϵ��Ӱ��� С���� �� �� ���Բ��죬��������ѹ�����ɽϺõر��ָ������ϵ�����ȼ��ȶ��ԡ����뷽����[18]�о�����ѹ����Эͬ������⨺��ҹ�֭ pH �������Թ����ﺬ����Ӱ����һ�¡����ų���ѹ���� �� �� ѹ ʱ �� �� �� �����������ϵ�ɫ��ֵ ��E ��18minʱ����봦�������������������Ǿ�����ѹ�������������е���Դø�ᱻ�ۻ���ͬ ʱ �� ѹ ʱ��Խ����Խ������ϸ���ڳ�ɫ���ʵ��ܳ����� �� ʹ �� �� ���ϵ�ɫ�������仯[19]���ۺϸ���ָ�꼰�����ɱ����ǣ��ϼѵı�ѹʱ��Ϊ10min��
����2.3 ��ѹʱ��ȶԸ�������Ʒ�ʵ�Ӱ��
�����ŵ�ѹʱ��ռ�ȵļ� �٣���ѹʱ����������������Ͼ��������½����Ƚϴ���2.56lg(CFU/mL)�½���1.76lg(CFU/mL)(��3)���� �� �� Ϊ �� �� �� ѹ ʱ ��ռ�ȵ�ͬʱ��Ъ��ʩѹ��ʽ�����������в�����õ�����ǿ����ѹʱ���Խ�����������в������ҲԽǿ�����������������ɱ��Ч��Խ��[13]16���� �� �� ѹʱ���Ϊ1�X2��1�X5ʱ������������������ƽ������ �� �ӳ���ѹʱ��Ը�������ɱ��Ч����Ӱ�첻���ԡ�
�������֪ʶ�Ƽ���ʳƷ�ӹ����ķ���Ӣ��������
�����ɱ�3��֪����ѹʱ��Ը������ϵ� pH���� �� �� ������ȶ�ϵ������������������죬�� ɫ �� ֵ��E �� �Ÿ�ѹʱ����ӳ����������ڵ�ѹʱ���1�X2��1�X5ʱ���������Բ��죬���������ڸ�ѹʱ����ӳ����� �� �����й���ϸ����֯���𣬳�ɫ���ʴ����ܳ���ɫ ���E �����ۺϸ���ָ�꼰�����ɱ����ǣ��ϼѵĵ�ѹʱ���Ϊ1�X1��
����2.4 Эͬ�¶ȶԸ����������Ч����Ʒ�ʵ�Ӱ��
��������Эͬ�¶� �� �� �ߣ����������о����������½������ƣ��������½����ƽ�Ϊƽ�������������첻���������뿵���[10]�о�����ѹ�����б�ѹ�¶ȶ�Ҭ��ԭ�����Ч���� Ӱ �� һ �¡��� �� �� �� pH���� �� �� �� �� ��ȶ�ϵ�������ֱ�Ϊ3.88��11.98%��0.916;���� �� �� ѹ ����Эͬ�¶ȵ����ߣ��������ϵ�pH�������Թ������ ��ϵ�����������������Բ��죬�� ɫ �� ֵ ��E �� �� Э ͬ�¶ȵ����߶�����(��4)���ۺϸ���ָ�꼰�����ɱ����ǣ��ϼѵ�Эͬ�¶�Ϊ30 �档
����2.5 ����ѹɱ�����������������
�����̶�����ѹ����ʱЭͬ�¶�Ϊ30 �棬���� L9(34)������������ˮƽ�������飬����ˮƽ��Ƽ���5��
�����ɱ�6��֪��������ѹ�����Ż�����ĸ��������о�δ�� �� ù �� �� �� ĸ �������ݸ����ؾ�ֵ������֪��A3C>B(����ѹѹ�����>��ѹʱ���>��ѹʱ ��)���� �� �� ������ �� ��—�� �� �� �������ϵ���ѳ���ѹ�������Ϊ A3B3C3���� �� �� ѹ ѹ �����Ϊ200MPa/550MPa����ѹʱ��Ϊ12min����ѹʱ���Ϊ1�X2��
����2.6 ��ͬɱ����ʽ�Ը�������Ʒ��ָ���Ӱ��
�����ɱ�8��֪������ѳ���ѹ ɱ �� �� �� A3B3C3�� �� ��֤ʵ�飬����δ��ɱ��������Ϊ�����飬�Ӹ������ϵĸ���Ʒ��ָ��Գ���ѹɱ�������ɱ��(85 �棬15 min)���ִ�����ʽ���бȽϡ���������ѹɱ�������ĸ��������о�������<10CFU/mL������ɱ�������ĸ���������δ����� ��;����ɱ����ʽ�����Ը������ϵ� pH�������Թ�������ȶ�ϵ��Ӱ�첻�� ɫ ���E�� �� Ϊ1.12��3.49��������ɱ����������ɫ����ڽϴ���죬����ѹɱ������ �� �� С��˵�����ó���ѹɱ�����ԽϺõر��ָ�������ԭ��ɫ��
�����ɱ�9��֪���ڸй�Ʒ�� �� �棬����ɱ����ʽ�Ը������ϸй����۴� �� �� ͬ Ӱ �죬���г���ѹɱ����δɱ����Ʒ��Ϊ�����
�����ۺ����϶Ծ���������pH�������Թ�����ȶ�ϵ����ɫ���E �й����۵ķ��������ó���ѹɱ��(200 MPa/550MPa��12min��1�X2)�� �� �� ɱ ��(85 �棬15min)�� ���������ϵ�����ָ����ɴﵽ������ر� (NY/T434—2016)��������ѹɱ�����ԽϺõر��ְ����—��������������ԭ��ɫ���㡢ζ�ȸ���Ʒ�ʡ�
����3 ����
��������ѹ�������ʰ��� ��—�������������ϵ�ɱ��Ч�������������ܽϺõر��ָ�������ԭ��Ʒ�ʣ�����ѹ��Խ��ѹʱ��Խ ����ɱ �� Ч �� Խ ��;�� �� �� �� �� �� pH�������Թ�����ȶ�ϵ�������� �� �� �� �죬�� �� �� �� ѹ ʱ������Ӹ�ѹʱ��ռ�ȣ�ɫ �� ֵ��E �� �� �� �� �� ����ȷ������ ��—�������������ϵij���ѹ�� ��ɱ������Ϊ����ѹѹ����� 200 MPa/550 MPa���� ѹ ʱ ��12min���� ѹ ʱ �� ��1�X2���� ѹ �� ��30 �档�� �� �� ���£���������<10CFU/mL����Ʒ��������ʳƷ��������Ҫ���⣬����ѹ���������—�� �� �� �� �� �� �� �����ڼ��Ʒ�ʱ仯�д���һ���о���——�������ߣ�������1��2����ΰ��2������1��2����С��2
���������
����[1]���ո�.ɳ���ֺ����������Ϲ�֭���ϵ�����[J].ʳƷ���е��2014��30(4)��204-206��215.
����[2]�� �� �࣬�� Ӱ ���� ÷����.ѩ �� ����������������ϵ�����[J].ʳƷ�뷢�ͿƼ���2009��45(6)��56-58.
����[3]л�������� �� ������ �� ÷����.������Ӫ���о���������״[J].ʳƷ��ҵ��2013��34(6)��171-174.
����[4]����.��������Ӫ��������ӹ�����[J].ʳ Ʒ �� �� �� ������2018��39(10)��215-219.
����[5]��ѩӨ.�������������Լ����ʼ����о�[D].տ�����㶫�����ѧ��2015��4.
����[6]�����գ������� �ޣ���.������Ƭ����Ъ�������Լ��䶯��ѧ�о�[J].ʳƷ���е��2019��35(3)��195-201.
����[7]���������Σ���� �ȣ���.����ѹ�������Ϲϸ���֭ɱ��Ч����Ʒ�ʵ�Ӱ��[J].ʳƷ��ҵ��2019��40(5)��153-159.
����[8]�� �� ��.�ִ���������������� ��ʳƷ��ҵ�е�Ӧ���о�[J].�й�ʳ����Ӫ����2006(9)��28-30.
����[9]�����գ���Σ��� �� �Σ���.����Эͬ����ѹ�����Բ�ݮ֭����Ʒ�ʵ�Ӱ��[J].ʳƷ���е��2016��32(7)��106-111.
����[10]���.Ҭ��ԭ����ѹ���ķ��뼰 ������Эͬ����ѹ���о�[D].���ڣ����ϴ�ѧ��2015��23-24
����.[11]���Ʒƣ�������骣���.���ܲ�֭�д˾�����ʽ����ѹɱ������ѧ�о�[J].ũ ҵ �� е ѧ ����2014��45(1)��178-183��190.
����[12]���㝻���������ޣ���.��������֭���ϳ���ѹ��������Ż�[J].ʳƷ��ҵ��2018��39(11)��12-18.
����[13]����.����ѹ����Ҭ��ԭ����ʵ���о�[D].�� �ڣ��� �� ��ѧ��2013.
����[14]��С�Σ����ţ���������.�����ʹ����֭�����䷽�����ȶ����о�[J].ʳƷ�뷢��ҵ��2013��39(7)��216-222.
����[15]�찲�飬�ź������.���ۺ��ܲ����ѻ��֭����������ȶ����о�[J].ʳƷ�Ƽ���2013��38(6)��125-130.
����[16]����С�ɣ���С������.����ѹ����ե����֭��ɱ��Ч��[J].ũҵ����ѧ����2009��25(5)��234-238.
����[17]�νܣ���־�ͣ��� ��.����ѹ������ţ�����������Ӱ��[J].ʳƷ��ҵ�Ƽ���2013��34(14)��173-176.
����[18]���������������Σ���.����ѹ����Эͬ������⨺��ҹ�֭Ʒ�ʵ�Ӱ��[J].����ũҵ��ѧ��2007��35(33)��10843-10844.
����[19]�� .����ѹ���ȴ������ȴ���֭Ʒ��Ӱ��ıȽ��о�[D].���ݣ�����������ѧ��2010��53-54.
SCISSCIAHCI