ЗЂВМЪБМфЃК2021-10-08ЫљЪєЗжРрЃКЙЄГЬЪІжАГЦТлЮФфЏРРЃК1ДЮ
еЊ вЊЃК еЊвЊЃКФПЕФЭЈЙ§ФЃФтИжЛљЬхБэУцЕчЛ№ЛЈГСЛ§ЮйЭПВуЙ§ГЬжаЕФШлГиЧјгђЮТЖШГЁБфЛЏМАЦфВагргІСІЗжВМЃЌвдИќКУЕФРэНтЕчЛ№ЛЈГСЛ§ЮйЭПВуЕФЙЄвеЙ§ГЬЃЌЕУЕНЮйЭПВуГЩФЄЙ§ГЬжаЕФЮТЖШГЁЗжВМКЭВагргІСІаЮГЩЛњжЦ;ЗНЗЈВЩгУСЫЕчМЋЕЭЫйа§зЊгыЩЯЯТЕуЖЏЯрНсКЯЕФЕчЛ№ЛЈГСЛ§ЙЄвеЃЌгЩЕу
ЁЁЁЁеЊвЊЃКФПЕФЭЈЙ§ФЃФтИжЛљЬхБэУцЕчЛ№ЛЈГСЛ§ЮйЭПВуЙ§ГЬжаЕФШлГиЧјгђЮТЖШГЁБфЛЏМАЦфВагргІСІЗжВМЃЌвдИќКУЕФРэНтЕчЛ№ЛЈГСЛ§ЮйЭПВуЕФЙЄвеЙ§ГЬЃЌЕУЕНЮйЭПВуГЩФЄЙ§ГЬжаЕФЮТЖШГЁЗжВМКЭВагргІСІаЮГЩЛњжЦ;ЗНЗЈВЩгУСЫЕчМЋЕЭЫйа§зЊгыЩЯЯТЕуЖЏЯрНсКЯЕФЕчЛ№ЛЈГСЛ§ЙЄвеЃЌгЩЕуЕНЯпдйЕНУцЕФГСЛ§ЫГађЃЌдкИжЛљЬхБэУцОљдШжЦБИСЫПЙЩеЪДЮйЭПВуЃЌЭЌЪБЃЌВЩгУANSYSЗТецШэМўЖдИУЙЄвежЦБИЕФЮйЭПВуЕФЮТЖШГЁКЭВагргІСІНјааСЫФЃФтгыЗТец;НсЙћВЩгУИпЫЙШШдДФЃаЭНЯКУЕФФЃФтГіСЫЕчЛ№ЛЈГСЛ§ЮйЭПВуЙ§ГЬжаШлГиЧјгђЮТЖШГЁЗжВМЃЌВЂдкДЫЛљДЁЩЯЃЌНЋЮТЖШГЁЗжВМЪ§ОнзїЮЊгІСІЗжЮіЕФдиКЩЕМШыЕНСІбЇЗжЮіФЃаЭжаЃЌЪЕЯжСЫЮТЖШГЁгыгІСІГЁЕФёюКЯМЦЫуЃЌЕУЕНСЫЮйЭПВуГСЛ§Й§ГЬжаШлГиЧјгђЕФгІСІБфЛЏзДЬЌКЭФ§ЙЬКѓЕФВагргІСІДѓаЁ;НсТлЫцзХЕчЛ№ЛЈГСЛ§ЙІТЪЕФдіДѓЃЌШлГижБОЖКЭЩюЖШОљЛсдіМгЃЌШлГиЗхжЕЮТЖШдіИпЃЌЕчЛ№ЛЈГСЛ§ЕФЮйЭПВуЕФВагргІСІдіДѓ;ЕЅХХЮйЭПВуГСЛ§Й§ГЬжаЃЌГ§ЕквЛИіШлГиЭтЃЌЦфгрШлГиЖМЛсЪмЕНЧАвЛИіШлГиЕФгАЯьЃЌЯрЖдгкЕЅЕуЮйЭПВуВагргІСІУїЯдМѕаЁ;ЖрХХШлГиШКаЮГЩЕФЮйЭПВуВагргІСІДѓаЁжївЊгыГСЛ§ЫйТЪгаЙиЃЌГСЛ§ЫйТЪдНПьЃЌЮйЭПВуВагргІСІдНДѓЁЃ
ЁЁЁЁЙиМќДЪ:ЕчЛ№ЛЈГСЛ§ЮйЭПВуЮТЖШГЁВагргІСІгаЯодЊФЃФт
ЁЁЁЁв§бд
ЁЁЁЁЮЊНјвЛВНЬсИпЙЬЬхЛ№М§ЗЂЖЏЛњЕФЙЄзїЪБМфКЭЭЦСІЃЌвЊЧѓзїЮЊЖЏФмзЊЛЛзАжУЕФХчЙмБиаыОпгагХвьЕФЕжПЙИпЮТШМЦјЩеЪДКЭИпЫйЙЬЬхПХСЃГхЫЂзїгУЕФЬиадЃЌдкХчЙмКэВПжЦБИИпШлЕуПЙЩеЪДЭПВуГЩЮЊживЊЗЂеЙЗНЯђЁЃЮйЕФШлЕуИпДя3410ЁцЃЌЪвЮТЧПЖШИпДя800MPaЃЌОпгаСМКУЕФЛЏбЇЮШЖЈадвдМАИпЮТЬиадЃЌ2000ЁцИпЮТЛЗОГЯТЕФЕМШШадФмДя(105±10)W/(mžK)ЃЌЖј1500ЁцЪБШШХђеЭЯЕЪ§НіЮЊ7.4×10-6K-1ЃЌЪЧЗЧГЃКУЕФХчЙмПЙЩеЪДЭПВуВФСЯЁЃЯрЖдгкДЋЭГЕШРызгХчЭПЁЂЮяРэЛЏбЇЦјЯрГСЛ§КЭМЄЙтШлИВЕШЮйЭПВужЦБИЙЄвеЃЌЕчЛ№ЛЈГСЛ§ММЪѕОпгаШШгАЯьЧјаЁЃЌЙЄМўВЛвзБфаЮЃЌЭПВугыЛљЬхвБН№НсКЯЧПЖШИпЃЌЙЄМўЮТЩ§ЕЭВЛгАЯьЛљЬхВФСЯСІбЇадФмЕШгХЪЦЃЌЗЧГЃЪЪКЯИжЛљЬхХчЙмКэВПжЦБИПЙЩеЪДЁЂФЭГхЫЂЮйЭПВу[1-8]ЁЃ
ЁЁЁЁЕчМЋИпЫйа§зЊЪНЕчЛ№ЛЈГСЛ§ЙЄвеВЩгУЕФЪЧЯпНгДЅФЃЪНЃЌФмЙЛдкЦНУцРрИжЛљЬхБэУцГСЛ§ГіКёЖШНЯЮЊОљдШЕФЭПВуЁЃЕЋЪЧЃЌИпЫйа§зЊЕФЕчМЋФбвддквьаЭФкПзБэУцзпГіЙцдђЕФжБЯпзДЙьМЃЃЌЮоЗЈТњзуХчЙмКэВППЙЩеЪДЮйЭПВуЕФОљдШжЦБИЃЌБОЮФВЩгУСЫЕчМЋЕЭЫйа§зЊгыЩЯЯТЕуЖЏЯрНсКЯЕФЕчЛ№ЛЈГСЛ§ЙЄвеЃЌгЩЕуЕНЯпдйЕНУцЕФГСЛ§ЫГађЃЌдкИжЛљЬхХчЙмКэВПОљдШжЦБИСЫПЙЩеЪДЮйЭПВуЁЃЮйЭПВуГСЛ§Й§ГЬжаЃЌЕчМЋВФСЯгыИжЛљЬхНгДЅЕФЧјгђаЮГЩЕчЛЁЗХЕчзїгУЃЌИжЛљЬхБэУцдкЕчЛЁзїгУЯТВњЩњИпЮТШШдДЃЌЕчЛЁЗХЕчЧјгђЪмЕНМБЫйЕФМгШШзїгУЃЌНјЖјаЮГЩШлШкЬЌШлГиЃЌШлГиЧјгђМАжмЮЇЕФВФСЯЯШЪЧБЛМБЫйМгШШЁЂШмЛЏЃЌШШХђеЭзїгУЯТЯђжмЮЇДЋЕнбЙгІСІЃЌаЮГЩГЌЙ§ЧќЗўМЋЯоЕФШШбЙЫѕ;ЕБЕчЛЁЗХЕчНсЪјКѓЃЌетВПЗжШлШкЬЌЕФВФСЯЛсбИЫйЯђжмЮЇЮДМгШШЧјгђДЋЕМШШСПЃЌаЮГЩФ§ЙЬЯжЯѓЃЌРфШДФ§ЙЬЙ§ГЬжаЕФЪеЫѕБфаЮгжЛсЪмЕНжмЮЇНЯРфЧјгђЕФЯожЦЃЌвђЖјВњЩњЯђФкЕФРгІСІЃЌетжжРгІСІВЛПЩБмУт[9-17]ЁЃ
ЁЁЁЁ1.3гаЯодЊФЃаЭ
ЁЁЁЁИљОнЕчЛ№ЛЈГСЛ§ЮйЭПВуЕФКёЖШКЭНсЙЙЬиеїЃЌдкЭЈгУгаЯодЊЭјИёЛЎЗжШэМўHYPERMESHжаНјааМИКЮНЈФЃКЭЭјИёЛЎЗжЃЌЮЊЬсИпФЃФтНсЙћЕФзМШЗадЃЌЖдЗТецФЃаЭНјааСЫМђЛЏЃЌИжЛљЬхМДбЁШЁ80mm×80mmЗНаЮНсЙЙЃЌЮйЭПВуКёЖШШЁ100μmЃЌЛЎЗж4ВуЭјИёЃЌЗХЕчШШдДЧјгђШЁгыЕчМЋжБОЖЯрЭЌЕФ3mmЃЌзмЬхЭјИёГпДчдМЮЊ0.2mmЃЌЕЅдЊзмСП20ЭђЃЌЭјИёФЃаЭШчЭМ2ЫљЪОЁЃ
ЁЁЁЁМЦЫуФЃаЭЕФЮЛвЦБпНчЬѕМўЮЊЃКЪЭЗХБпНчXЗНЯђЕФЦНЖЏздгЩЖШЃЌЯожЦЦфзЊЖЏздгЩЖШЃЌYЯђБпНчЪЭЗХШЋВПздгЩЖШЃЌШчЭМ3ЫљЪОЁЃЕчЛ№ЛЈГСЛ§ЮйЭПВуЕФВагргІСІФЃФтЗТецашвЊТњзуЕФБпНчЬѕМўЮЊЃК(1)МЦЫуФЃаЭГѕЪМЬѕМўбЁШЁЪвЮТ25Ёц;(2)ВагргІСІФЃФтЗТецФЃаЭЗжБ№ФЃФтШ§жжШШдиКЩЙЄПіЃЌМДЃКЂйЕЅИіШлГиЕФВагргІСІзДЬЌЗжЮіЃЌВагргІСІЗжЮіФЃаЭжаШлГиЮЊ1Иі;ЂкЕЅХХШлГиШКЕФВагргІСІЗжЮіЃЌВагргІСІЗжЮіФЃаЭжаШлГиЮЊ1×10=10ИіЃЌвРДЮДгзѓЕНгвЕФЫГађНјааГСЛ§;ЂлЖрХХШлГиШКЕФВагргІСІЗжЮіЃЌВагргІСІЗжЮіЕФФЃаЭжаШлГиЮЊ7×10=70ИіЃЌвРДЮДгзѓЕНгвКЭДгЩЯЕНЯТЕФЫГађНјааГСЛ§ЁЃ
ЁЁЁЁ1.4ВФСЯЪєад
ЁЁЁЁгЩгкШлГиЕФаЮГЩЙ§ГЬЪЧЫВЬЌЗЧЯпадМгШШЙ§ГЬЃЌН№ЪєВФСЯЕФЮяРэЛЏбЇадФмВЮЪ§ШчБШШШЁЂЕМШШЯЕЪ§ЕШЪмЮТЖШгАЯьНЯДѓЃЌЕчЛ№ЛЈГСЛ§ЮйЭПВуЙ§ГЬжаЃЌЮТЖШБфЛЏЫйЖШНЯПьЃЌЮЊСЫОЋШЗФЃФтЕчЛЁЗХЕчЙ§ГЬЕФЮТЖШГЁЃЌашвЊжЊЕРЭПВуВФСЯКЭЛљЬхВФСЯЕФШШЮяРэадФмВЮЪ§ЃЌМАЦфгыЮТЖШжЎМфЕФБфЛЏЙиЯЕЁЃБОЮФЕчМЋВФСЯЮЊДПЮйЃЌЮйКЌСПДяЕН99%вдЩЯЃЌЛљЬхВФСЯЮЊPCrNi3MoVAХкИжЃЌЦфГЩЗжШчБэ1ЫљЪОЃЌЭПВуКЭЛљЬхВФСЯЕФЛљБОЮяРэадФмВЮЪ§ШчБэ2ЫљЪОЁЃЭПВугыИжЛљЬхжЎМфЮЊвБН№НсКЯЃЌЭЈЙ§ФмЦзЗжЮіБэУїЭПВуВФСЯжаКЌгаДѓдМ30%зѓгвЕФИжЛљЬхГЩЗжЃЌвђДЫЖдВФСЯЪєадзїСЫШчЯТМйЩшЃК(1)ЭПВуВФСЯжївЊГЩЗжЮЊЮйЃЌжЪСПАйЗжЪ§ЮЊ70%ЃЌИжЛљЬхГЩЗжЮЊ30%;(2)ЭПВуВФСЯОљдШЧвИїЯђЭЌадЃЌВЛПМТЧЮЂЙлШБЯн;(3)ЭПВуВФСЯЕФШШЮяРэадФмЮЊЮТЖШЕФКЏЪ§ЃЌВЩгУзЈвЕШэМў(JMATPROЕШ)ЖдетаЉКЏЪ§НјааСЫФтКЯЃЌНсЙћШчЭМ4ЫљЪОЁЃ
ЁЁЁЁ2НсЙћгыЬжТл
ЁЁЁЁ2.1ЮТЖШГЁЗжЮі
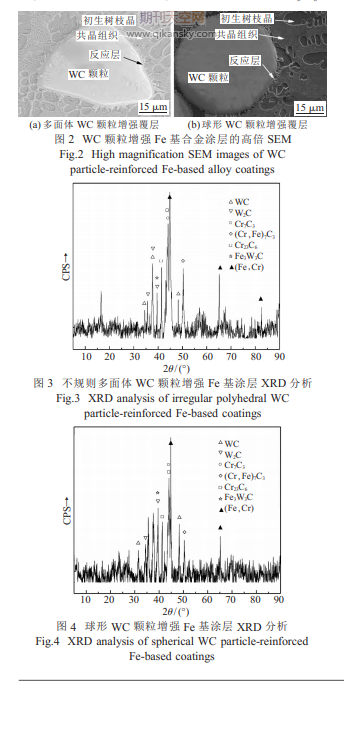
ЁЁЁЁЭМ5ЪЧЕчЛ№ЛЈГСЛ§ЙІТЪ900W(aЃЌb)КЭ1200W(cЃЌd)ЬѕМўЯТЃЌЭМ3жаФЃаЭ1ЕуДІЖрИіТіГхЗХЕчНсЪјКѓЕЅИіШлГиЕФЮТЖШГЁЗжВМЁЃПЩвдПДГіЃЌЕчдДЪфГіЙІТЪЮЊ1200WЪБЃЌШлГиКЫаФЮТЖШзюИпДяЕН1744ЁцЃЌВЛЭЌЙІТЪЬѕМўЯТЕчЛ№ЛЈГСЛ§ЕФЮйЭПВуЃЌдкЛљЬхВФСЯЩЯаЮГЩШлГиЕФжБОЖЖМгыВЩгУЕФЮйКЯН№ЕчМЋжБОЖЯрНќ;ЯрЖдгкЕЭЙІТЪ900WЕчЛ№ЛЈГСЛ§ЕФЮйЭПВуЃЌИпЙІТЪ1200WГСЛ§ЮйЭПВуЙ§ГЬжаЃЌаЮГЩЕФЕЅИіШлГижБОЖКЭЩюЖШЖМгаУїЯдЕФдіДѓКЭМгЩюЁЃДЫЭтЃЌЫцГСЛ§ЭЃСєЪБМфЕФбгГЄЃЌЕЅИіШлГиЕФШШгАЯьЧјжБОЖБфДѓЃЌЩюЖШБфЩюЁЃ
ЁЁЁЁЭМ5(a)КЭ(b)ЮЊЕЭЙІТЪ900WЬѕМўЯТЃЌЕчЛ№ЛЈГСЛ§ЮйЭПВуЙ§ГЬжааЮГЩЕФЕЅИіШлГиМАЦфШШгАЯьЧјЮТЖШГЁЗжВМЃЌЕБГСЛ§ЭЃСєЪБМфЮЊ0.72sЪБЃЌЕЅИіШлГиШШгАЯьЧјжБОЖЮЊ3.06mmЃЌШШгАЯьЧјЩюЖШ0.27mm;ЕБГСЛ§ЭЃСєЪБМфдіМгЕН1.10sКѓЃЌЕЅИіШлГиШШгАЯьЧјжБОЖдіМгЕН3.52mmЃЌШШгАЯьЧјЩюЖШдіМгЕН0.36mm;ЕБГСЛ§ЭЃСєЪБМфДяЕН1.53sКѓЃЌЕЅИіШлГиШШгАЯьЧјжБОЖДяЕН3.98mmЃЌШШгАЯьЧјЩюЖШДяЕН0.45mmЁЃЭМ5(c)КЭ(d)ЮЊИпЙІТЪ1200WЬѕМўЯТЃЌГСЛ§ЮйЭПВуЙ§ГЬжааЮГЩЕФЕЅИіШлГиШШгАЯьЧјЮТЖШГЁЗжВМЃЌЕБГСЛ§ЭЃСєЪБМфЮЊ0.72sЪБЃЌЕЅИіШлГиШШгАЯьЧјжБОЖОЭДяЕНСЫ3.39mmЃЌШШгАЯьЧјЩюЖШ0.34mmЃЌЫцГСЛ§ЭЃСєЪБМфЕФбгГЄЃЌЕЅИіШлГиШШгАЯьЧјжБОЖКЭЩюЖШЖМгаНЯДѓЕФдіМгЧїЪЦЃЌЧваЮГЩЕФЮТЖШЬнЖШИќУїЯдЁЃ
ЁЁЁЁЕчЛ№ЛЈГСЛ§ЮйЭПВуЙ§ГЬжаЃЌЕЅИіШлГиЕФаЮЬЌЁЂГпДчашвЊгыЮйЕчМЋБЃГжаЕїЃЌЗёдђЛсЕМжТНсКЯСІВЛзуЁЂКёЖШВЛОљКЭЭПВуПзЖДЕШШБЯнЃЌЕЅИіШлГиЕФаЮЬЌЁЂГпДчжївЊгыЕчЛ№ЛЈГСЛ§Й§ГЬжаЕФЕчдДЪфГіЙІТЪЁЂГСЛ§ЭЃСєЪБМфЕШВЮЪ§гаЙиЁЃШчЙћШлГиЙ§аЁЃЌБэУїЕчдДЪфГіЕФЙІТЪВЛзуЛђепГСЛ§ЭЃСєЪБМфЙ§ЖЬЃЌЛсдьГЩШлГиВЛЭъећКЭШлШкЩюЖШВЛзуЃЌНјЖјЕМжТШлГижЎМфЕФжиЕўВПЮЛВЛЭГвЛЃЌбЯжигАЯьГСЛ§ЕФЮйЭПВуОљдШадЁЂНсКЯСІЕШадФм;ЗДжЎШєШлГиЙ§ДѓЃЌБэУїЕчдДЪфГіЕФЙІТЪЬЋДѓЛђепГСЛ§ЭЃСєЪБМфЙ§ГЄЃЌГЪШлШкЬЌЕФШлГиВФСЯЛсЗЂЩњБШНЯбЯжиЕФ“ЗЩНІ”ЯжЯѓЃЌдьГЩЭПВуКёЖШНЕЕЭЃЌЭПВуОљдШадВЛКУЃЌЩѕжСаЮГЩЦјХнЁЂПзЖДЕШШБЯнЁЃвђДЫЃЌЕчдДЪфГіЙІТЪКЭГСЛ§ЭЃСєЪБМфЪЧгАЯьШлГиаЮЬЌКЭГпДчЕФжївЊвђЫиЃЌЭЈЙ§ANSYSФЃФтЗТецШэМўМЦЫуЕУЕНЕФШлГизДЬЌЃЌПЩвдЛёЕУШлГизДЬЌЫцЙЄвеВЮЪ§БфЛЏЕФЧїЪЦЃЌНјЖјгХЛЏЕчСїЁЂЕчбЙЁЂГСЛ§ЫйТЪЕШЙЄвеВЮЪ§ЁЃ
ЁЁЁЁЭМ6ЪЧЕчдДЪфГіЦЕТЪ100HzЁЂГСЛ§ЙІТЪ900WКЭ1200WЬѕМўЯТдкЭМ3ФЃаЭ1ЕуДІШлГиЮТЖШЫцЪБМфБфЛЏЧњЯпЁЃПЩвдПДГіЃЌдкЕчЛ№ЛЈГСЛ§ЮйЭПВуЕФПЊЪМНзЖЮЃЌЮйЕчМЋгыИжЛљЬхБэУцаЮГЩЕФШлГиЮТЖШМБОчЩ§ИпЕН4000ЁцЃЌЕЋЪЧЛсдк0.004sЪБМфФкбИЫйЛиТфЕН1500ЁцЁЋ1700ЁцЃЌВЂЧїгкЮШЖЈЁЃЕчдДЪфГіЦЕТЪЮЊ100HzЪБЃЌвЛИіТіГхжмЦкЮЊ0.01sЃЌШчЙћЮйЕчМЋдкИжЛљЬхБэУцЭЃСєЪБМфЮЊ0.72sЃЌдђИУЖЮЪБМфФкЛсга72ИіТіГхЃЌУПИіТіГхЖМЛсаЮГЩвЛИі4000ЁцЕФЗхжЕВЂбИЫйЛиТфЕФЮТЖШЧњЯпЃЌзюжеЕУЕНШчЭМ6ЫљЪОЕФЮТЖШЧњЯпЃЌШлГиЮТЖШГЁгЩЖрИіТіГхжмЦкаЮГЩЕФЕчЛЁЗХЕчЕўМгЖјГЩЁЃДЫЭтЃЌЗТецНсЙћБэУїЕБВЩгУ900WЕФЕчЛ№ЛЈГСЛ§ЙІТЪЪБЃЌЕчЛЁЗХЕчЮТЖШУїЯдЕЭгкВЩгУ1200WГСЛ§ЙІТЪаЮГЩЕФЕчЛЁЗХЕчЮТЖШЁЃ
ЁЁЁЁЭМ7ЪЧГСЛ§ЭЃСєЪБМф0.72sГСЛ§ЙІТЪ900WКЭ1200WЬѕМўЯТЭМ3ФЃаЭ1ЕуДІШлГиЮТЖШЫцЩюЖШБфЛЏЧњЯпЁЃПЩвдПДГіЃЌЭПВуЕФБэУцЮТЖШзюИпЃЌЫцзХЩюЖШЕФдіМгЃЌЭПВуМАЛљЬхВФСЯЪмЕНЕФШШгАЯьМБОчБфаЁЃЌЮТЖШЫцЩюЖШЕФдіМгЖјПьЫйНЕЕЭЃЌЭЌЪБПЩвдПДЕНЃЌЭЌвЛЩюЖШЬѕМўЯТЃЌВЩгУЕФГСЛ§ЙІТЪдНИпЃЌЛљЬхВФСЯЕФЮТЖШдНИпЃЌЖдЭПВуМАЛљЬхВФСЯдкЩюЖШЗНЯђЕФгАЯьвВдНДѓЁЃ
ЁЁЁЁ2.2ВагргІСІЗжЮі
ЁЁЁЁ2.2.1ЕЅИіШлГиВагргІСІЗжЮі
ЁЁЁЁЭМ8ЪЧГСЛ§ЕЅЕуЭПВуаЮГЩЕФЕЅИіШлГидкXЗНЯђЕФгІСІσxКЭYЗНЯђЕФгІСІσyЕФБфЛЏдЦЭММАЦфгІСІБфЛЏЧњЯпЃЌДгЭМ8(a)КЭ(b)ПЩвдПДЕНЃЌЕБГСЛ§ЭЃСєЪБМфЮЊ0.72sЪБЃЌПЩвдЕУЕНгыШлГиаЮзДМИКѕЯрЭЌЕФгІСІЗжВМзДЬЌЃЌВЂЯђШлГижмЮЇРЉЩЂЁЃДЫЪБЃЌЗхжЕгІСІжївЊМЏжадк-309MPaЕН244MPaжЎМфЃЌРгІСІКЭбЙгІСІВЂДцЃЌШлГижааФВПЮЛвдбЙгІСІЮЊжїЃЌзюДѓбЙгІСІМЏжадкШлГиБпдЕЃЌШлГижмЮЇЕФгІСІвдРгІСІЮЊжїЁЃ
ЁЁЁЁЭМ8(a)ЪЧЕЅИіШлГидкXЗНЯђЕФгІСІЗжВМдЦЭМЃЌ(c)ЪЧЕЅЕуШлГивддВаФЮЊдЕуXжсЩЯЕФжїгІСІЗжВМзДЬЌЃЌПЩвдПДЕНЃЌXЗНЯђгІСІМЏжагкШлГиБпдЕЃЌвдбЙгІСІЮЊжїЃЌдЖРыШлГижааФЕФЧјгђГЪе§ЯђЕФРгІСІЃЌе§ИКНЛЬцЕФБфЛЏЫйТЪНЯДѓЃЌгІСІЧњЯпвдYжсЮЊЖдГЦжсГЪзѓгвЖдГЦзДЬЌЁЃЭМ8(b)ЪЧЕЅИіШлГиYЗНЯђЕФгІСІЗжВМдЦЭМЃЌ(d)ЪЧЕЅЕуШлГивддВаФЮЊдЕуYжсЩЯЕФжїгІСІЗжВМзДЬЌЃЌПЩвдПДЕНЃЌYЗНЯђЕФгІСІЧњЯпвдXжсЮЊЖдГЦжсГЪзѓгвЖдГЦзДЬЌЁЃ
ЁЁЁЁЕЅЕуЮйЭПВуЕФЕчЛ№ЛЈГСЛ§Й§ГЬжаЃЌНіНідкИжЛљЬхБэУцаЮГЩЕЅИіШлГиЃЌВЛЛсЪмЕНжмЮЇШлГиЕФгАЯьЃЌВагргІСІДѓаЁжївЊЪмЕНЕчЛ№ЛЈГСЛ§ЙІТЪКЭГСЛ§ЭЃСєЪБМфЕШВЮЪ§ЕФгАЯьЁЃЭМ9ЮЊГСЛ§ЭЃСєЪБМф0.72sВЛЭЌГСЛ§ЙІТЪЯТжЦБИЕФЮйЭПВуЕШаЇВагргІСІσMisesМЦЫуНсЙћЁЃНсЙћБэУїЃЌЫцГСЛ§ЙІТЪЕФдіМгЃЌжЦБИЕФЮйЭПВуЕШаЇВагргІСІГЪдіМгЕФЧїЪЦЃЌЕБГСЛ§ЙІТЪгЩ900WдіМгЕН1200WКѓЃЌЮйЭПВуБэУцЕФВагргІСІДг290MPaдіМгЕНСЫ340MPaЁЃЭЌЪБПЩвдПДЕНЃЌЫцзХЩюЖШЕФдіМгЃЌВагргІСІПьЫйМѕаЁЃЌЕБЩюЖШДяЕН200μmвдКѓЃЌВагргІСІПьЫйМѕаЁЁЃ
ЁЁЁЁ2.2.2ЕЅХХШлГиВагргІСІЗжЮі
ЁЁЁЁВЩгУДгзѓЕНгвЕФГСЛ§ЫГађГСЛ§9ИіЕуЃЌдкИжЛљЬхБэУцНјаажБЯпзДЮйЭПВуЕФЕчЛ№ЛЈГСЛ§ЃЌЖдЦфаЮГЩЕФЕЅХХШлГиШКВагргІСІНјааСЫЗТецЗжЮіЃЌЕУЕНСЫШчЭМ10ЫљЪОЕФгІСІБфЛЏдЦЭМЁЃЖдЕЅХХжБЯпзДШлГидкXЗНЯђгІСІσxКЭYЗНЯђгІСІσyЕФБфЛЏдЦЭМНјааСЫЗжЮіЃЌНсЙћБэУїЃКЮйЭПВуМШДцдк-200MPaЕФбЙгІСІЃЌвВДцдк171MPaЕФРгІСІЃЌXЗНЯђЕФгІСІσxДгзѓЕНгвГЪЕнМѕЕФЧїЪЦЃЌМДзѓУцжївЊЪмРгІСІЃЌгвУцжївЊЪмбЙгІСІЁЃетЪЧвђЮЊдкXЗНЯђЃЌЕБЧАШлГиЛсЪмЕНЧАвЛИіШлГиЕФИпЮТКЭВагргІСІЕФгАЯьЃЌгЩгкСНИіШлГиМфЕФГСЛ§МфИєЪБМфНЯЖЬЃЌЧАвЛИіШлГиЕФИпЮТЯрЕБгкЖдИжЛљЬхБэУцНјааСЫдЄШШДІРэЃЌМѕЩйСЫЮйЭПВугыЛљЬхВФСЯжЎМфЕФЮТЖШЬнЖШЁЃYЗНЯђЕФгІСІσyвдXжсЮЊЖдГЦжсГЪЖдГЦзДЬЌЃЌетгыЕЅИіШлГиЕФВагргІСІзДЬЌМИКѕЯрЭЌЁЃ
ЁЁЁЁЖдXЗНЯђКЭYЗНЯђЕФгІСІЕФжїгІСІЧјНјааЗжЮіЃЌвдЕБЧАШлГидВаФЮЊдЕуЃЌГСЛ§вЦЖЏЗНЯђЮЊXжсЃЌНЈСЂзјБъЯЕЃЌвдЮЛжУзјБъЮЊXжсЃЌжїгІСІЮЊYжсЃЌНЈСЂжїгІСІЧјЮЛжУзјБъЧњЯпЃЌШчЭМ10(c)КЭ(d)ЫљЪОЃЌПЩвдПДЕНЃЌXЗНЯђЕФгІСІБфЛЏЧњЯпГЪзѓИпгвЕЭЕФБфЛЏЧїЪЦЃЌаЮГЩСЫвЛИіРгІСІЕНбЙгІСІЕФЙ§ЖЩЧјЃЌYЗНЯђЕФгІСІДѓаЁвдXжсЮЊЖдГЦжсЖјЖдГЦЁЃ
ЁЁЁЁЕчЛ№ЛЈГСЛ§ЮйЭПВуЪЧвЛИіОжВПВЛОљдШМгШШКЭРфШДЕФЙ§ГЬЃЌЪмШлГиМАЦфжмЮЇШШгАЯьЧјЕФИпЮТгАЯьЃЌдкЮйЭПВуФкНЋВњЩњЗЧОљдШВагргІСІЗжВМЁЃЪдбщНсЙћБэУїЃЌЛљЬхВФСЯдЄШШЖдЕчЛ№ЛЈГСЛ§ЕФЮйЭПВуЕФВагргІСІгАЯьНЯДѓЃЌЭМ11ЪЧЛљЬхВФСЯдЄШШКЭВЛдЄШШГСЛ§ЕФЮйЭПВуЕФВагргІСІДѓаЁЖдБШЃЌПЩвдПДЕНГСЛ§ЮйЭПВуЧАНЋЛљЬхВФСЯНјаа300ЁЋ400ЁцЕФдЄШШДІРэКѓЃЌПЩвдУїЯдМѕаЁЮйЭПВуЕФВагргІСІЁЃетжївЊЪЧвђЮЊНЋЛљЬхВФСЯдЄШШДІРэЃЌМШПЩвдМѕЩйЮйЭПВуГСЛ§Й§ГЬжаЭПВугыИжЛљЬхжЎМфЕФЮТЖШЬнЖШЃЌНЕЕЭЛљЬхВФСЯЖдЮйЭПВуЕФдМЪјЖШЃЌЭЌЪБвВФмМѕЩйЮйЭПВуРфШДЙ§ГЬжааЮГЩЕФЪеЫѕРгІСІЁЃ
ЁЁЁЁЯрЙиТлЮФФњЛЙПЩвдВЮПМЃКЕШРызгХчЭПЛЗОГеЯЭПВуЕФдЄШШДІРэжТУмЛЏЗНЗЈбаОП
ЁЁЁЁ2.2.3ЖрХХШлГиВагргІСІЗжЮі
ЁЁЁЁАДееЭМ3ФЃаЭЕФЫГађдкИжЛљЬхБэУцЭъГЩвЛИіУцЕФЮйЭПВуГСЛ§ЃЌЖдЦфВагргІСІНјааСЫФЃФтгыЗТецЁЃЭМ12(a)КЭ(b)ЗжБ№ЪЧЕчЛ№ЛЈГСЛ§ЮйЭПВуЕФXЗНЯђКЭYЗНЯђЕФгІСІЗжВМзДЬЌЁЃПЩвдПДЕНЃЌЕчЛ№ЛЈГСЛ§ЮйЭПВуЙ§ГЬжаЃЌЭЌЪБДцдке§ЯђЕФРгІСІКЭИКЯђЕФбЙгІСІЃЌетгыЧАУцЕЅИіШлГиКЭЕЅХХШлГиЕФгІСІзДЬЌЯрЭЌ;РгІСІзюДѓДяЕН130MPaвдЩЯЃЌаТаЮГЩЕФШлГиМАЦфжмЮЇжївЊЪмбЙгІСІзїгУЃЌОжВПбЙгІСІЗхжЕДяЕН-225MPaЃЌбЙгІСІвдаТШлГиЮЊжааФЯђШлГижмЮЇЗјЩфЁЃУПИіаТаЮГЩЕФШлГиЛсЪмЕНжмЮЇвбОаЮГЩШлГиЕФИпЮТКЭВагргІСІгАЯьЃЌЫљвдгыЕЅИіШлГиКЭЕЅХХШлГиЕФгІСІзДЬЌгаНЯДѓЕФЧјБ№ЁЃЖдЭМ12(a)КЭ(b)ЕФаТШлГиМАЦфжмЮЇЕФжїгІСІЧјНјааСЫЗжЮіЃЌНЈСЂСЫгІСІБфЛЏЧњЯпЃЌШчЭМ12(c)КЭ(d)ЫљЪОЃЌгЩгкЪмЕНжмЮЇвбОаЮГЩЕФШлГигАЯьЃЌXЗНЯђЪмЕНЕФгІСІВЛдйЖдГЦЃЌЖјЪЧГЪзѓИпгвЕЭЕФзДЬЌЃЌбЙгІСІЗхжЕМЏжадкОрРыдЕу2.4mmЮЛжУЃЌДяЕН-225MPa;ДгЭМ12(d)ПЩвдПДЕНЃЌYЗНЯђЪмЕНЕФгІСІЩЯЯТДѓаЁЯрВюВЛДѓЃЌБэУївбОаЮГЩЕФШлГиЖдЯжгаШлГидкYЗНЯђЕФгІСІзДЬЌгАЯьВЛДѓЃЌЖјЪЧЖдXЗНЯђгІСІДѓаЁгАЯьНЯДѓЁЃ
ЁЁЁЁЖдЕЅИіШлГиОЙ§0.72sГСЛ§ЭЃСєЪБМфаЮГЩЕФЖрХХШлГиЕФЕквЛжїгІСІНјааСЫФЃФтгыЗТецЃЌНсЙћШчЭМ13ЫљЪОЃЌФЃФтЙ§ГЬжабЁШЁСЫГСЛ§гыРфШДЪБМфЮЊ6718sЃЌФЃФтЕУЕНЕФгІСІМДЮЊЕчЛ№ЛЈГСЛ§ЕФЮйЭПВуВагргІСІЃЌНсЙћБэУїЃКЮйЭПВуЕФВагргІСІвдРгІСІЮЊжїЃЌОжВПЗхжЕВагргІСІДяЕН213MpaвдЩЯЁЃ
ЁЁЁЁЕчЛ№ЛЈГСЛ§ДѓУцЛ§ЮйЭПВуЙ§ГЬжаЃЌЕБЧАШлГиЛсЪмЕНжмЮЇвбОаЮГЩШлГиЕФгАЯьЃЌгАЯьЕФДѓаЁгыГСЛ§ЫйТЪгаЙиЃЌЭМ14ЪЧВЩгУЯрЭЌЙЄвеВЮЪ§ЃЌШлГиМфВЛЭЌГСЛ§МфИєЪБМфЬѕМўЯТЃЌМЦЫуЕУЕНЭМ3ФЃаЭ36ЕуДІЕФЕШаЇВагргІСІσMisesзДЬЌЁЃПЩвдПДЕНЃЌЕчЛ№ЛЈГСЛ§ЕФЮйЭПВуБэУцЕШаЇВагргІСІзюДѓдМЮЊ250MPaЃЌЫцзХЩюЖШЕФдіМгЖјж№НЅМѕаЁЁЃДЫЭтЃЌЫцШлГиМфЕФГСЛ§МфИєЪБМфЕФбгГЄЃЌЮйЭПВуЕФЕШаЇВагргІСІσMisesГЪМѕаЁЕФЧїЪЦЃЌетПЩФмЪЧвђЮЊжмЮЇШлГиЕФРгІСІЛсВПЗжЕжЯће§дкГСЛ§ЕФШлГиаЮГЩЕФбЙгІСІЃЌЖјГСЛ§МфИєЪБМфдНГЄЃЌЕжЯћЕФбЙгІСІдНЖрЃЌЕУЕНЕФЮйЭПВуВагргІСІдНЕЭЁЃ——ТлЮФзїепЃКГТКЃЬЮ1еХОЇ2ДдДѓСњ1еХУє1ЫЮПЧП1РюжвЪЂ1аЛРМДЈ1
SCISSCIAHCI