����ʱ�䣺2021-10-12�������ࣺ����ʦְ�����������1��
ժ Ҫ�� ժҪ:���ø�ѹĥ��ˮ�и�����մ�,�о���ѹĥ��ˮ���ղ��������и���ȵ�Ӱ�졣���մɲ�����ѧ��ѹĥ��ˮ������ѧ��������,����������ͼӹ�������ϵ��ʵ���������и������ˮ��ѹ��������,�������ƶ��ٶȳɷ��ȡ�����Ӳ�ʺϽ���մ����ֲ����Ʊ���ĥ
����ժҪ:���ø�ѹĥ��ˮ�и�����մ�,�о���ѹĥ��ˮ���ղ��������и���ȵ�Ӱ�졣���մɲ�����ѧ��ѹĥ��ˮ������ѧ��������,����������ͼӹ�������ϵ��ʵ���������и������ˮ��ѹ��������,�������ƶ��ٶȳɷ��ȡ�����Ӳ�ʺϽ���մ����ֲ����Ʊ���ĥ������,�о�������ĥ������ӹ������Ĺ�ϵ,����SEM����������ĥ��ԭ��
�����ؼ���:ĥ��ˮ;�����մ�;ĥ������
����0����
���������մɲ��Ͼ��иߵ�ǿ�Ⱥ�Ӳ��,������������������ԡ��͵Ĵ��������������ԡ��ܸߵ���ĥ�Լ��������Ե��ŵ�,ʹ���ڵ��ӡ���е�����������պ���ȹ�ҵ�õ��㷺Ӧ�á����ſ�ѧ������չ,��Ӧ�������������㷺�����ڹ����մɲ��Ͼ��иߵ�ǿ�Ⱥ�Ӳ��,����ô�ͳ�Ľ����ӹ���������ʵ�֡���ѹĥ��ˮ�ӹ��ǽ�20������չ������һ���¼���,�����и��ٶȿ졢����ЧӦ����Լ���ϡ������ε��ŵ㡣ͨ��ʵ���о���ѹĥ��ˮ�ӹ�Ӳ���մɲ����и��������ѹ��ղ���,Ϊ��һ���о�Ӳ���Բ��ϼӹ������ͼӹ����յ춨������
����1ʵ������
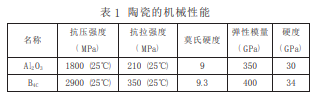
������ѹˮ������ˮ������ѹ��ʹ��ѹ���ﵽ300MPa����,Ȼ������ʯ�������������ʯ����ֱ��Ϊ0.16~0.5mm,ĥ��ˮ����ߴ�Ϊ�ڿ�ֱ��0.8mm,��76mm,����ѡΪӲ�ʺϽ���մ����졣Ӳ�ʺϽ��������Ӳ�ʺϽ��,����Ⱦ�ѹ���ս᷽���Ʊ�,�Ƴɰ��Ϻ�,���ý��ʯĥ��ĥ����Բ,�õ��С�ӹ��豸�������С�ӹ����մ�������ü�ѹ�ս᷽���Ƴɡ�ĥ�ϲ�����Ȼʯ��ʯĥ�ϡ��и���ϲ��������մ�,���е�������1��ʾ��ʵ���豸ѡ��FLOW��ѹˮ�豸������ʱ����ѹ��200~400MPa,ˮ���������Ϊ4.86L/min,�����Ϊ55kW,ĥ������Ϊ0~3.3g/s�и��ٶ�0~30m/s,���ú���ʽ��ĥ������������и��п�����S—360ɨ��羵�۲�ĥ����漰��������ĥ�������þ���Ϊ0.1mg��TG328—A������ƽ�������ǰ���������ʧ��
����2�������
����2.1�մɱ�����м�γ�
������������ѧ��֪,������һ��ʱ,������������ɷ���,��ʱ������������ٿɴ����ٵ�2~3��,�ɴ˲���ǿ��ij�������������մɿ�ѹǿ�ȼ�Ӳ�Ⱥܸ�,�ɸ�ѹˮ�����ij������С��Ϊ��������,��ĥ�Ͼ�����ϵͳ�����и�ͷ���ǻ,����ѹˮ���ٺ��ٴ�ĥ��ˮ�������������ĥ�ϴ���һ�������,����ĥ�Ͽ��ɳ��ѹͷ,ĥ���ڸ���ˮ�Ĵ����¶��մɱ�������һ���ܴ�����F�������մɲ��Ͼ���Ļ�ѧ����Ҫ�ɹ��ۼ������Ӽ������ɡ���ѧ�������Ͳ�ͬ,ֱ��Ӱ����ϵĵ���ģ����Ӳ�ȵı�ֵ��������E/Hv=250,���Ӽ�E/Hv=80~120,���ۼ�E/Hv=20,��ֵԽС,����Խ���ɱ�1��֪Al2O3��B4C��E/Hvֵ�ֱ�Ϊ11.67��11.76���������F�ij����������,������浯�Դ�,������С,��ĥ��ѹͷǰ�˲����������ƺͺ�������,��ĥ��ˮ���������,���Ʋ�����չ����������ʱ,��м�Դ��Զ�����ʽ���մɱ������䡣
�������֪ʶ�Ƽ�������������ô�����������ڿ�
��������������մɵı�����Ϊ10~15J/cm2�����ڹ����մɽϴ��ԭ�Ӽ�϶���͵ı����ܺͽϸߵĵ���ģ��,ʹ�մɲ��ϳ��ֳ��ߵĴ��ԡ��ӱ�1���Կ����͵Ŀ����Ϳ�ѹǿ��֮��Ϊ0.11��0.12,ͬʱAl2O3�ĵ���ģ��Ҳ��B4CС�����Al2O3��B4C�����Դ�Al2O3�Ͽڵ���ò���Կ���������������״����,ͬʱ����ǰ���л��Ʊ��Ρ���B4C�Ͽڿ��Կ�������涼�DZ���İ���ͬʱ���������Ƴ���Ҳ��Al2O3С���������Ͽڵķ����õ�B4C����м�Ա���Ϊ����Al2O3�����ƺ�����Ϊ����
����2.2��ѹĥ��ˮ�и��մɶ�������
����2.4�����Ʊ���ĥ���������
������ѹĥ��ˮ�������и����������Ҫ����,��ʹ����������ĥ�Զ�ֱ�ӹ�ϵ���ӹ������ͼӹ��ɱ������ڸ�ѹĥ��ˮ���������ͼӹ��ѶȽϴ�,ҲӰ������ʹ��,��2Ϊ���ֲ������ܲ�����ͼ3��ʾΪ�����ĥ������ѹ��֮���ϵ���ߡ���ͼ�п��Կ���ĥ������ѹ����������ӡ�ѹ������,ˮ�����ٶ�����,ĥ�ϳ�����ܼӴ�,ĥ�϶�����ij�����Ӵ��ɴ����ĥ�����Ӵ���,ˮ�����ٶȼӴ�,��λʱ���ڽ��������ĥ������Ҳ����,����ĥ�ϳ�ײ���ʼӴ�����ȿױ������������ӡ��������ĥ�Գ�����������,��ȡ�����������Ӳ�Ⱥ�������ϡ�ͨ����2���Կ���Ӳ�ʺϽ����Ӳ��Ϊ1700Hv,���մɵ���Ӳ��Ϊ1400Hv��Ӳ�ʺϽ��Ӳ��Ҫ���մɴ�ö�,��ͼ3��Ҳ���Կ���,Ӳ�ʺϽ����ĥ�Ա��մɸ߳�ʮ�����������մ�����IJ��������Ĵ��ȡ����Ⱥ��սṤ�յ�������ҲӰ����������Ӳ�Ⱥ���ĥ�ԡ��մ������ڱ��汻��ʴ�ɽ���Ĺ���,���IJ�λ�Ը���ĥ���γɺܴ������,�Ӷ�������ĥ���������ӡ���ʵ�����Ͽ�,�����õ�ʯ��ʯĥ��Ӳ�ȸߴ�1300Hv,�����ӽ����մ�Ӳ��,Ҳ�Ӵ��˶��մɵij�ʴĥ������,�����ڱ���Ĵֲڶȶ���ĥ��Ҳ���кܴ�Ӱ�졣���������������Ǵ��Բ��������,����ֲڶȴ�,�γ�������,���ײ����������,���ĥ��Ӿ硣
����ͼ4��Ӳ�ʺϽ�����ĥ������SEM��Ƭ,���Կ��������н���ij�ʴ���ۡ����ϸ�ѹĥ��ˮ����,���Ϲ��̺ͻ�����Ϊ���ӡ�������������ĥ���ܹ���Ͻ��������Ķ�����һ��ĥ�ϲ�ĥ�ϸ߶Ȳ���������,�����ص�������Ҫ����ĥ�ϲ���������ǻ�Ķ���;���Ǹ���ˮ������������վ�������,����ĥ���ܹ�������������Ҫ����;����ˮ������ĥ�ϵij�ˢ����ʹ����������,����������ʵ����һ�ν���������ĥ�Ͻ���,��ĥ�Ͼ���������ײ��������������ڳ�ʼʱĥ��֮�伤����ײ,ĥ�϶Կױڳ�������϶�,ͬʱ,ĥ������Ҳ��,���������ڶαȳ��ڶ�ĥ������ء�������������WC��Co����,���ϴ��Դ�,�ڱ����ڸ���ĥ�ϳ��������,�������γ�����,��������չ�γɰ��ӡ������ǵ����Ӳ�ʺϽ��WC���Ƚϴ�ʱ,��Щ�ִ���������ױ������������,�������ĥ������ͼ(ͼ5��ͼ6)�п��Կ���,ĥ��ǰ�������Ҫ�ɷ���WC��Co,ĥ������ijɷֳ�WC��Co����,��������AL��Fe��ʯ��ʯԪ�سɷ֡�����Ҫ�Ǹ�ѹĥ��ˮ�е�ʯ��ʯĥ��������������ǿ��Ħ��,����˲���¶�����,�Ӵ���������ϴ�Ļ�ѧ����,���ʯ��ʯԪ����ɢ��������,�ı���WC��Co���ǿ��,���ͱ���Ӳ��,������ĥ���½���ͬʱ��ĥ��ı��������л����Կ��������ijɷ�,�ڸ���ˮ���������,�п���ˮ��������,��ɱ�������,Ҳ���±���Ӳ���½���
����3����
������ѹĥ��ˮ�и���մɲ���ʱ�и������Ҫ��ˮ��ѹ��������,��������ƶ��ٶȳɷ��ȡ���м��Ҫ��ĥ�ϵij��,���±������Ƶ��γɲ������ѡ�ĥ��ˮ�����ĥ���ɲ��������ͳ�ʴ��ɡ������Ӳ�ȶԳ�ʴĥ��Ӱ��ܴ�,ͬʱ������϶�������Ҳ��һ����Ӱ�졣�������ĥ����Ҫ�ܵ�ˮ��ѹ��Ӱ��,����ѹ�������ȡ�——�������ߣ�����Ӣ,ʯά��,����ǿ
SCISSCIAHCI