0
发表咨询在线!

发布时间:2021-11-19所属分类:工程师职称论文浏览:1642次
摘 要: 摘要:针对机械加工中湿式切削及传统干式切削方式的优缺点,设计了一种涡流冷却技术方案以替代现行加工切削方式。介绍了涡流冷却原理、涡流管选型、应用方案及应用效果。结果表明,该技术的应用可改善机械加工现状,实现高质、高效绿色加工。 关键词:湿式切削;干式切

摘要:针对机械加工中湿式切削及传统干式切削方式的优缺点,设计了一种涡流冷却技术方案以替代现行加工切削方式。介绍了涡流冷却原理、涡流管选型、应用方案及应用效果。结果表明,该技术的应用可改善机械加工现状,实现高质、高效绿色加工。
关键词:湿式切削;干式切削;涡流冷却;应用方案;绿色加工
0引言
机械加工切削方式分为湿式切削和传统干式切削。湿式切削就是在切削加工过程中使用切削液用来对刀具和工件进行冷却和润滑,但切削液的大量使用主要有三大害处:①污染周边环境和威胁工人的身体健康;②切削液沾在工件、机床和切屑上,对其有一定的腐蚀作用;③切削液的损耗和过滤处理会增加生产成本。研究发现,在没有主轴中心内冷却的情况下和高速切削、狭小空间加工中,切削液对工件和刀具部位的冷却、润滑和排屑效果得不到充分有效的发挥。传统干式切削是在无切削液条件下进行的,这种切削方式容易产生大量的切削热,从而加剧刀具的损耗,且对零件的加工质量产生一定的影响。而真正意义上的干式切削不是简单地停止使用切削液,而是为保护环境、降低成本而有意识地不使用切削液,是要在停止使用切削液的同时,保证高效率、高产品质量、高刀具耐用度以及切削过程的可靠性,这就需要用辅助设施替代湿式切削和传统干式切削,来实现真正意义上的干式切削。
本文从湿式切削、传统干式切削的不利因素出发,综合考虑西安煤矿机械有限公司机械加工生产设备条件,根据现有涡流技术,设计出适合该公司机械加工的涡流冷却技术应用方案,解决了机械加工中大量使用切削液及传统干式切削存在的问题,充分发挥现有设备性能,改善现场加工环境,降低刀具损耗,提高加工质量,节约制造成本,实现绿色生产。
1涡流冷却技术及应用方案设计
1.1涡流冷却技术
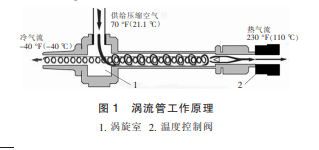
涡流管又称涡旋管、涡旋制冷器等。其工作原理如图1所示,一定压力的压缩空气输入涡流管涡旋发生器后膨胀加速后旋转,气流以1000000r/min的旋转速度沿热管壁进入热管内部,热管内气流经涡流交换后产生能量转换,气流被分割成冷、热2股气流。在热管的终端,一部分压缩空气通过调节阀以热空气的方式泻出;剩余的压缩空气以较低速度通过进入热管旋转气流的中心返回,这股冷气流通过发生器中心形成超低温冷气汇集到冷气端排出,通过调节热气流端的调节阀,可实现冷气流出气温度及压力调节。
1.2在机械加工中的应用方案设计
(1)数控龙门铣床
①设备现况目前数控龙门铣床基本使用传统干式切削,即不使用切削液的加工方式,主要以大面积加工为主,切削量大,刀具损耗较大。
②应用方案应用涡流冷却技术,选用大流量、超低温型VC62075G涡流管,极限温降可达到-76℃。主气源通过地面连接,尽可能减少给工件搬运和行车吊运带来影响,同时过渡位置采用护套保护,防止人员行走和搬运工件砸伤气管。涡流管采用磁力座联接,可根据实际情况吸附在机床或工件上对加工部位进行冷却。
(2)立式数控铣床
①设备现况立式数控铣床目前基本使用湿式切削,即使用切削液对加工部位进行冷却,主要以中等余量加工为主,兼顾精密切削,切削液对环境和人身伤害较大。
②应用方案应用涡流冷却技术,选用VC52040S通用型涡流管,极限温降可达-46℃。气源连接机床自带压缩空气源及工业气源,涡流管固定安装在机床立柱侧面,采用双涡流管冷却模式对加工部位进行冷却。
2应用效果
(1)某行走箱结构简图如图2所示,左右侧面395mm×350mm×45mm槽需要粗铣。使用涡流冷却前转速800r/min,进给速度750mm/min,完成左右2个槽粗加工,消耗刀具2把。使用涡流冷却后经过优化切削参数,转速900r/min,进给速度900mm/min,完成左右2个槽粗加工消耗刀具1把;转速提高12.5%,进给速度提高20%,刀具使用寿命延长1倍。
(2)某防爆盖板结构简图如图3所示,795mm×1150mm×5+0.25mm密封槽需要加工。使用涡流冷却前转速900r/min,进给速度300mm/min,为了保证加工精度,需留余量粗铣后再精铣1次,完成加工消耗刀具2把。使用涡流冷却后经过优化切削参数,转速1000r/min,进给450mm/min,可一次加工完成,消耗刀具1把;转速提高11.1%,进给速度提高50%,刀具使用寿命延长1倍,加工时间节省30%。
(3)使用涡流冷却技术后排屑流畅,铁屑均匀,未对工件表面造成划伤,提高了加工质量。
3结语
(1)通过涡流冷却技术在机械加工中的应用,相对采用传统干式切削的机床降低工件加工部位温度约50%,减少了切削热引起的变形,降低了切削应力,避免了铁屑因排屑不畅对工件造成的划伤等现象,提高了工件加工质量;切削参数优化后,平均提高加工效率约30%,降低刀具温度约50%,减少了刀具损耗,提高刀具使用寿命1倍以上;
相关知识推荐:机械加工企业员工评职称怎么发表论文
(2)通过涡流冷却技术在机械加工中的应用,减少了加工中切削液的使用,从而降低了传统大量使用切削液对环境的污染和对操作人员的危害,实现了绿色加工。——论文作者:刘磊,何亚军,赵志芳,田博
声明:①文献来自知网、维普、万方等检索数据库,说明本文献已经发表见刊,恭喜作者.②如果您是作者且不想本平台展示文献信息,可联系学术顾问予以删除.

SCISSCIAHCI

