发布时间:2022-01-08所属分类:工程师职称论文浏览:1次
摘 要: 摘要 针对激光选区熔化(SLM)工艺参数的匹配性对成形质量的影响,对激光功率在不同扫描速度、不同扫描方式下选六组工艺参数进行实验设计,分别反映在不同工艺参数序列下激光功率变化时对熔池形貌及残余应力的影响。通过多组工艺序列的测试统计值发现,随着激光功率增大
摘要 针对激光选区熔化(SLM)工艺参数的匹配性对成形质量的影响,对激光功率在不同扫描速度、不同扫描方式下选六组工艺参数进行实验设计,分别反映在不同工艺参数序列下激光功率变化时对熔池形貌及残余应力的影响。通过多组工艺序列的测试统计值发现,随着激光功率增大,激光熔池几何尺寸变大,其残余应力也越大。其主要原因是上述参数序列情况下,激光功率大,热流密度增大,相同层厚与截面下,温度梯度增大,熔池温度增高、熔池尺寸增大,这导致成形件熔融时晶面夹角及晶界间距较大,从而产生较大热应力,对应的成形件冷却凝固后残余应力过大。所以实际应用中,通过合理设计匹配的工艺参数可以得到较好的熔池几何即较好的温度梯度分布,从而减小热应力,进而减小残余应力值,得到较好的 SLM 工艺成形质量。
关键词 激光选区熔化;工艺参数;熔池形貌;残余应力
1 引 言
金属激光选区熔化(Selective laser melting, SLM)通过激光逐层熔化粉末立体成形[1],由于其独特的成形理念与优势,近几年在单件小批量难加工零件中有越来越广泛的应用需求[2,3]。但 SLM 工艺参数对产品性能具有直接的影响,尤其是工艺参数之间的匹配要求比较高,否则会引起性能差异,如微观结构、致密度、力学性能、甚至形成制造缺陷如气隙[4]、翘曲[5]、裂纹[6]、几何误差[7-8]等,导致成形件质量降低或成形失败。所以目前 SLM 应用中工艺匹配选择困难,很多生产应用中需要多次调配试验参数,甚至难以匹配到合适的工艺序列而放弃该制造工艺成形零件。文献[9]指出影响产品性能的工艺参数有 130 多个,但最主要的影响参数有激光功率、扫描速度、层厚、激光吸收率、搭接率 5 个。研究发现,这些工艺参数不匹配首先会形成不均衡的温度场,然后产生较大温度梯度而引起较大热应力或内应力,对应成形冷却凝固后即为残余应力,这是一般成形缺陷的主要起因。目前对相关工艺参数选择及其对应的基本力学性能研究已有较多报道,但工艺参数对应的凝固熔池状态及其对应的热应力规律仍然不明朗。
国内学者陈光霞等[10,2009]实验分析了激光功率、扫描速度、搭接率对 SLM 成型件表面粗糙度的影响,得到搭接率对其影响最大,在 30%左右表面粗糙度值最小。王黎[11,2012] 通过实验研究了 316L 粉末性能对成形性的影响,验证了混合粉末、粒径小的 SLM 成形性更好。王沛[12,2016]对 SLM 316L 不锈钢组织进行了研究,随着激光功率的逐渐增大,孔洞缺陷和裂纹都明显减少,致密度逐渐提高。但随着扫描速度和扫描间距的逐渐增大,孔洞及裂纹缺陷开始增多,致密度逐渐降低。闫程程[13,2018]通过实验验证 316L 不锈钢 SLM 工艺的激光功率、搭接率、扫描方式的选择,在激光功率增大,搭接率 30%,且扫描方式跳转变向加工的试样组织更细密。黄建国[14,2018] 研究了激光功率、扫描速度和扫描间距等工艺参数对 TC4 合金粉末的 SLM 成形件的质量、微观组织及力学性能的影响,实验得到较优的一组工艺参数。
国外学者多数也是通过实验研究 SLM 工艺参数的选择,同时对于工艺参数下的热应力仿真开始尝试。 Wu et al.[15,2014] 实验研究了 316 L 不锈钢棋盘式扫描孤岛面积对残余应力的影响,并且比较了不同功率和扫描速度的影响,得到面积越大应力越大。Liu et al.[16,2016] 通过实验研究了 SLM 成形组织和残余应力。结果表明,相同功率下扫描速度越慢,残余应力越大,扫描轨迹越长,残余应力越大等。Yan et al. [17,2017] 研究了 H13 成形后具有较高的压缩残余应力,与激光粉末沉积冷却速率有关,时间越长残余应力越大。Zaeh et al. [18,2010]仿真了一道十层的试样,四种扫描策略对温度场和残余应力的影响。Vastola et al.[19,2016]通过 FEM 仿真获得了光束尺寸,粉末密度,基板预热对应力的影响,并得到基板预热可大幅降低 SLM 残余应力,仿真模型为 2×1.5×0.65mm,一道扫描轨迹。Somashekara et al. [20,2017]采用有限元 APDL 语言对三种不同填充方式的一层三道双丝焊接进行了数值模拟。并通过 XRD 实验验证了三种模式的残余应力,并与仿真结果进行了比较,尽管存在较大的误差,但仿真可以提供初步的预测。
由此可见,工艺参数的研究从单一参数分析,发展到向多参数混合分析,残余应力分析也从实验研究结合到仿真方法。但目前实验研究工艺参数对成形件的应力影响,没有系统的给出各参数的影响规律,只是单一的考虑了某一种因素,或者多个参数混合在一起进行实验,得到的是较为有限的几组工艺参数的笼统分析,所以对各个工艺参数的相关性影响缺乏系统规律,只能从有限的实验方案下选择较优的一组工艺参数,不能清楚的分析其各个参数分别对性能影响的作用关系。而有限元仿真限于目前的仿真模型网格粗大,仿真模型的层道数有限,一方面很难进行多工艺参数的匹配仿真,另一方面仿真试样计算精度低也不能较为准确的反应工艺参数的实际热力作用影响。
基于此,本文首先通过分组实验方案,对 SLM 成形的关键工艺参数激光功率在不同扫描速度、扫描方式下,进行了对应工艺参数的 SLM 试样制备。并分别对三类功率参数的多个试样按梯度进行多层 XRD 残余应力实验测量,对其熔池形貌及激光功率的温度场模型进行了理论分析,从而为实际生产提供理论借鉴。
2 实验方法
2.1 成形方式及工艺参数
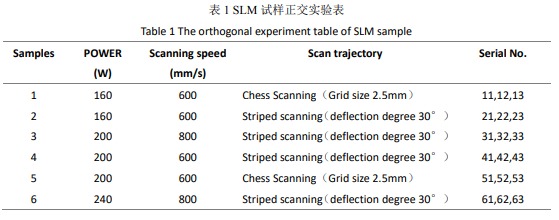
试样制备采用 SLM 成形设备 SLM 280,316L 不锈钢粉末,其粉末颗粒如图 1 所示,颗粒度约为 20-50 μm,其 SLM 成形主要工艺参数如表 1 所示,其三类激光功率参数分别搭配不同的工艺扫描速度、扫描方式,以使实验结果具有普适性,共组合有六组可变参数的工艺方案。其他参数设置为:层厚统一为 50μm,激光搭接率 20%,光斑直径 0.1mm,激光吸收率 0.7,基板初始温度为室温。其成形后的试样连同基板如图 2 所示,为了保证后续测量结果的可靠性,每一组参数的试样分别有三个,如编号为 21,22,23 工艺参数相同。每组参数下的试样有两种结构方式,其中两个试样为 6×4×2(mm)和一个试样为 Ф5×2(mm)。
2.2 测试方法
试样的微观形貌测试采用 HIROX KH-1300 3D 光学显微镜,对其成形截面进行熔池形貌采集(图 3 中 XOZ 平面)。应力测试实验采用 XSTRESS3000 X 射线残余应力分析仪,Mn 靶。为了保证试样成形后残余应力不受影响,并且对成形后热应力反应的一致性,试样在基板上成形后直接测试,避免了应力的释放与变化。如图 4 所示测试平台,测试偏转角从 20º-160º。采用饱和盐水自动腐蚀方法,试样分别从表面向下剥层测试(图 3 中 XOY 平面),每间隔层厚 0.1mm 剥离一层,共六层,即每个试样从上表面向下共计七个测点。其测试方法及坐标方向标记如图 3 中所标记,每个试样在中心位置进行测试,反复测试 3 次取平均值作为当前层的残余应力值。因同一测点其 0º(X 向)与 90º(Y 向)有近似的规律[16],所以本文多点剥层测试值主要对 0º 方向应力进行统计。
3 实验结果及其分析讨论
成形后的试样,每组有三个试样,线切割取下其中一个进行了熔池形貌观察(编号为 11,21,……A1),其他两个方块试样在基板上直接进行残余应力测试,其测试结果及其影响程度分别分析如下。
3.1 激光功率对凝固熔池的影响
通过对六组参数的试样的截面方向的熔池形貌图 5 可见,宏观上各参数试样的熔池都为随着逐层成形过程而累积的鱼鳞状分布,但其熔池几何大小差异比较明显。根据不同激光功率值的分组,1 号与 5 号对比, 2 号与 4 号对比, 3 号与 6 号对比,以图 5(a)试样 1 和图 5(e)试样 5 为例,在相同的扫描速度和扫描方式下,其试样 1(160W)熔池直径尺寸约为 100um,试样 5(200W)的熔池直径尺寸约为 180um,且从整幅图片来看,试样 5 的熔池几何明显大于试样 1 的熔池大小。同时,由实验采集的图 5(b)和(d)、(c)和(f)的对比,也可以明显得到,功率大的试样熔池几何在两组扫描速度、两组扫描方式下都大于小功率试样,即三类试样综合对比,熔池直径 R240W>R200W>R160W。此外,随着熔池直径的增大,按照原设置的扫描间距的激光搭接率已经随熔池直径大小发生了改变,功率变大,熔池的直径变大后,其激光搭接率相应变大。
3.2 激光功率对残余应力的影响
对于相关激光功率下的残余应力比较,也取这三对参数:分别对应表 1 中 1 号与 5 号对比,2 号与 4 号对比,3 号与 6 号对比,其按剥层高度对应的测试结果分别对比统计如图 6(a)(b)(c)所示。曲线图中 X 坐标为从表面层 2.0 高度位置向里间隔 0.1mm,共计七个测点统计于图中。Y 坐标反映当前测量层残余应力的测量平均值曲线(每个层取 3 个测点测量,见图 3 中标记。取平均值作为当前层的残余应力值)。
从图 6 的比较结果可见,三对对比参数,同时考虑了三次测量值的平均值及其上下偏差统计,图 6(a)试样 1 和试样 5 具有相同的速度 V=600mm/s,棋盘式扫描路径,功率分别为 160W 和 200W,其试样 5(200W)残余应力 7 层测试点的值均大于试样 1(160W)各点的值。进一步由图 6(b)可见,在相同的速度 V=600mm/s 和相同的条纹式扫描方式下,其试样 4(200W)残余应力各层的测值均大于试样 2(160W)的值。还有图 6 (c),在相同的速度 v=800mm/s 和相同的条纹扫描方式下,其试样 6(240W)残余应力各层的测值均大于试样 3(200W)的值。由此可以得到一个一般性规律,在其他工艺参数相同的条件下,较大的激光功率产生的 SLM 成形残余应力越大。从其三组功率对比的残余应力各试样的多层平均值箱线图 7 可见,三类试样综合比较下,功率越大,对应的残余应力相应较大。
3.3 激光功率影响的热力学分析
将六组参数对应的熔池几何尺寸与平均残余应力对比统计如表 2,可见,不同激光功率在不同的参数方式下都有相近的变化规律,这充分证明了实验结果的一致性。
4 结论
通过三类 SLM 工艺激光功率的制备及测试实验,对六组工艺参数对应的熔池形貌与残余应力的影响规律进行了分析。为了保存应力的完准性,试样在基板上直接进行自动腐蚀剥层的残余应力 XRD 测试,结合显微图像的熔池尺寸分析,对 SLM 主要工艺参数的影响进行对比分析,主要结论有:
1 激光功率越大,热流密度增大,单位体积的温度梯度增加,温度较高,形成熔池形貌尺寸较大,并影响了熔池的实际搭接率。
2 残余应力是由于熔池温度和熔池大小等熔池性状的过大温度梯度导致,激光功率大则对应的试样残余应力大。残余应力通过合理工艺参数匹配可以有效减小,实际 SLM 成形中根据粉末材料属性,以达到熔池性状参数为参照进行合理工艺参数设计。
3 在满足材料属性的熔池条件下,SLM 工艺参数设计尽可能选择较低的激光功率,提高扫描速度,缩短扫描轨迹,只要参数相互匹配达到材料的熔池温度梯度合理,就不至引起应力过大成形缺陷,也不至引起熔融不透、组织球化等现象。——论文作者:边培莹 1*,尹恩怀 2
SCISSCIAHCI