0
发表咨询在线!

发布时间:2022-03-04所属分类:工程师职称论文浏览:1598次
摘 要: 摘 要: 液压系统泄漏是钻机使用过程中最为常见的故障之一,严重影响了用户使用,破坏了钻机的功效完整性。 简要阐述了煤矿用钻机液压系统的泄漏油现状,对常见泄漏油故障的原因进行了分析,并提出了相应的防治措施。 关键词: 钻机; 液压系统; 漏油 0 前言 液压系统泄

摘 要: 液压系统泄漏是钻机使用过程中最为常见的故障之一,严重影响了用户使用,破坏了钻机的功效完整性。 简要阐述了煤矿用钻机液压系统的泄漏油现状,对常见泄漏油故障的原因进行了分析,并提出了相应的防治措施。
关键词: 钻机; 液压系统; 漏油
0 前言
液压系统泄漏油是钻机使用过程中最为常见的故障之一,其原因错综复杂。 泄漏油主要与振动、温升、压差、配合间隙和设计、制造、装配及维护不当有关。 本文通过收集重庆研究院售后和调试现场发生的钻机泄漏油案例信息,汇总分析和探讨了钻机泄漏油的原因及其防治措施。
1 现状分析
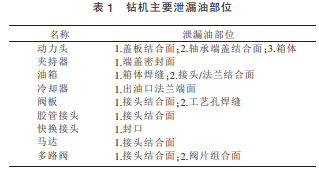
泄漏可分为内泄漏和外泄漏 2 种。 内泄漏主要发生在液压元件内部,有相关国家标准规定,主要通过加强对供货单位的产品质量管理来保证,外泄漏是指油液从元器件或管件接口内部向外部泄漏,本文重点分析外泄漏问题。 结合收集的信息,钻机泄漏油的主要部位如表 1 所示。
2 泄漏油原因分析
2.1 元件选型及零部件设计因素
组合密封垫圈型号选择错误导致泄漏;外购液压阀等液压元件质量不合格导致的泄漏;螺纹接头六方尺寸偏小,不足以完全覆盖密封圈橡胶部分,密封不严引起泄漏。
2.2 零部件的制造和装配因素
(1)加工零部件的表面粗糙度、尺寸公差及形位公差等与设计要求偏差大。 如与 O 形圈接触的安装平面加工粗糙、有磕碰、划伤等现象;O 形圈沟槽直径、深度超差,造成密封圈压缩量不足;沟槽底平面粗糙度低、同一平面上各沟槽深浅不一致、安装螺钉过长、强度不够或孔位超差;阀板、接头座等螺纹中心线与端面不垂直等都会导致泄漏。
(2)管螺纹联接时,受不同零件的管螺纹尺寸公差影响,可能导致螺纹副间隙偏大,密封性不好,极易产生泄漏油。
(3)错装或漏装密封件。 如 O 形圈在装配过程中扭曲变形、被零部件或者尖锐的工具剪切损坏;密封垫错位或破损不能完整覆盖密封面都会导致泄漏油。
(4)焊缝或铸造缺陷引起泄漏
焊缝泄漏一般发生在油箱体以及阀板上(阀板工艺孔或钻错孔后焊堵时产生的焊缝),主要是由焊接裂纹、未焊透、夹渣以及气孔等焊接缺陷引起;铸造缺陷发生在动力头箱体上,常见的缺陷有气孔、粘砂、夹砂、砂眼、胀砂、冷隔、浇不足、缩松、缩孔、缺肉及肉瘤等。
本文来源于:《煤矿机械》杂志属国内外公开发行、中文核心期刊。主要报道煤矿的采煤、掘进、运输、支护、排水、通风、露天机械和选煤设备的研究、设计、制造、使用、维修等方面的最新技术经验和成果,也报道通用机械的新技术、新工艺和新材料及成果等。
(5)胶管接头引起的泄漏
液压胶管接头处泄漏有 3 种情况:
①装配时胶管接头未拧紧;
②胶管接头松动。 由于钻机的空间狭小,不便于观察和联接胶管,可能会有部分胶管在联接时产生了较大的扭曲变形,受胶管扭力和钻机振动影响,胶管接头螺纹松动后会引起泄漏油;
③胶管接头处 O 形圈脱落或者破损。 目前钻机上常用的扣压式液压胶管分 A 型和 J 型 2 种,两者的胶管接头密封方式不同,前者的 O 形圈装配在外购接头的端面环形密封沟槽内,胶管一端本身不带 O 形圈;后者刚好相反,O 形圈安装在胶管一端的锥面密封槽内,外购接头一端不带 O 形圈。
2.3 液压油的污染及零部件磨损
装配前油箱体、接头和管路组件清洁度不够,焊渣、油污等残留污染物进入油路系统容易划伤密封元件引起泄漏;使用过程中造成的液压油污染,零件碰撞、摩擦受损后划伤密封件,密封件老化等都会导致泄漏。
2.4 系统油温过高
温升发热会造成系统较严重的泄漏现象,它可使油液黏度下降或变质,使内泄漏增大;温度继续增高,造成密封材料受热膨胀增大摩擦力,磨损加快,使轴向转动或滑动部位产生泄漏。 密封部位中的 O 形圈由于温度高、加大了膨胀和变形造成热老化,冷却后,使密封圈失去弹性,因压缩量不足而失效,逐渐产生渗漏。 因此控制温升,对液压系统非常重要。
3 解决措施
3.1 正确选用和装配密封件
(1)安装 V 形和 Y 形密封圈时,安装方向要正确;
(2)合理选用组合密封垫圈。 钻机装配过程中使用的组合密封垫圈分为 JB/T982-1977 型和 BS/A 自动定芯型 2 种,带退刀槽的零件需要安装组合垫圈时采用 BS/A 自动定芯型, 此类件若选用普通型密封圈无法径向定位;不带退刀槽的零件需要安装组合垫圈时采用 JB/T982-1977 型;
(3)O 形圈的合理选用与安装。 O 形圈的尺寸规格与安装沟槽尺寸必须符合规范,安装时不得扭曲变形,不允许将其拉到永久变形位置,不能用尖锐工具强行压入。
3.2 提高加工零部件的制造精度
(1)配齐相关尺寸规格的螺纹环规、塞规等检验工具,严把质量关,保证零部件的加工质量符合设计要求。如阀板螺纹孔螺纹尺寸、倒角尺寸及垂直度要求;法 兰 盘 O 形圈沟槽深度尺寸、粗糙 度 及 平 面度等;
(2)提高焊接质量,严格加工过程中的焊缝渗漏检查;
(3)严格遵守执行《钻机动力头箱体水压试验操作规程》和《钻机动力头箱体补焊作业要求》,提前发现箱体的渗漏缺陷并及时返修, 确保箱体在钻机正常工作时不发生渗漏。
3.3 正确安装管路
(1)扣压式液压胶管的安装。正确安装胶管至关重要,安装胶管时应注意的事项:
①装配 A 型胶管时需防止 O 形圈掉落或者漏装;
②直管安装时应预留松位, 避免受压移动时被拉紧甚至拉断;
③当胶管受压时,其长度会改变,切勿在胶管弯曲处安装任何管夹,保证其能自由移动;
④胶管弯曲半径尽可能大, 避免胶管受损或流量受限制;
⑤安装于移动零部件之间的胶管长度要考虑零部件的移动距离,留有足够长度,并避免和其他物体摩擦;
⑥弯曲半径过小时,宜采用直接头,避免胶管急弯;
⑦切勿让胶管扭曲, 否则受力时会破坏胶管或使联接处松脱。
(2)夹布胶管的安装。装配夹布胶管需要注意的是夹布胶管的通径选择必须与倒刺接头的尺寸配合,间隙过大封不住油,过小装配困难;另外还要注意夹布胶管上的卡箍必须拧紧,以防泄漏油。
(3)硬管路的安装。硬管路的安装要考虑管道的振动和碰撞,应在适当位置装配管夹和减震垫;另外还需要注意各焊接处的焊缝不得有气孔等。
(4)管螺纹副的密封。 在完成管螺纹零件装配时,要求在螺纹副内添加适合的密封介质,例如在管螺纹表面缠生胶带或者涂抹螺纹密封胶等。 如冷却器、大小泵吸油口位置的管螺纹联接,安装时要求先清洗干净螺纹,再顺着螺纹旋向包缠 2~4 圈生胶带。一定要使螺纹底部也填满生胶带,否则装配时薄膜很快会破坏,引起泄漏;同时生胶带缠绕层数也不能太多,否则工作中受振动影响,螺纹松动,反而引起泄漏。 管接头螺纹涂密封胶时,在涂胶前须用丙酮清洗干净螺纹。
3.4 避免油液污染
(1)采购的液压油要符合标准;
(2)防止杂物、水分进入油库引起污染;提高焊接质量,严格加工过程中的焊缝渗漏检查;
(3)油箱体、阀板及其他液压管路等装配前务必清洗彻底;
(4)钻机使用过程中定期检查液压油,同时定期更换过滤器滤芯。
3.5 控制油温
造成温升的原因较多,如机械摩擦引起的温升,压力及容积损失引起的温升,散热条件差引起的温升等,为保证适宜的油温采取的主要措施有:
(1)从液压系统优化设计的角度出发,设计出传动效率高的节能回路;
(2)提高液压件的加工和装配质量,减少内泄漏造成的能量损失;
(3)阻挡外界热源对系统的影响,加大油箱散热面积;
(4)系统有足够的油液进行循环冷却,冷却装置正常工作;(5)执行机构不工作时,系统应注意及时泄压。
4 结语
泄漏是液压系统的顽疾,虽无法根除,但可以通过设计、工艺的改进来控制,将其影响降低到可接受的最低程度。——论文作者:田乐意
参考文献:
[1]李宇林. 基于二通插装阀的换辊装置液压控制回路故障分析及优化[J]. 机床与液压,2016,44(8):83-84+121.
[2]彭彪,侯敏,赵敏. 起重机伸缩液压系统故障分析及对策[J]. 机床与液压,2016,44(8):85-86.
[3]蔡文海. 液压导管漏油故障分析及其预防措施[J]. 液压与气动, 2001(12):37-38.
[4]李新德. 工程机械液压系统漏油预防措施[J]. 液压气动与密封, 2005(2):45-46.
[5]刘媛丽. 生产过程中液压缸漏油原因及处理[J]. 工程机械,2009, 40(8):58-59
声明:①文献来自知网、维普、万方等检索数据库,说明本文献已经发表见刊,恭喜作者.②如果您是作者且不想本平台展示文献信息,可联系学术顾问予以删除.

SCISSCIAHCI

