0
发表咨询在线!

发布时间:2022-04-09所属分类:工程师职称论文浏览:1468次
摘 要: 摘要铝合金作为一 种重要的轻金属材料,具有独特的性能优势,被广泛应用于各行各业。随着科学技术的进步,铝合金的焊接方法也不断增多。针对铝合金焊接方法的研究现状,对铝合金的钨极惰性气体保护焊、熔化极惰性气体保护焊搅拌摩擦焊、激光焊和电子束焊接进行了讨论。

摘要铝合金作为一 种重要的轻金属材料,具有独特的性能优势,被广泛应用于各行各业。随着科学技术的进步,铝合金的焊接方法也不断增多。针对铝合金焊接方法的研究现状,对铝合金的钨极惰性气体保护焊、熔化极惰性气体保护焊搅拌摩擦焊、激光焊和电子束焊接进行了讨论。对焊后焊縫成形、组织演变及存在的缺陷进行研究,继而提出改善的措施.通过不断完善焊接工艺提高铝合金的使用性能并对铝合金焊接的前景进行了展望。
关键词:铝合金焊接技术性能展望
0、序 言
铝合金作为一种重要的轻金属材料,由于其 良好的耐腐蚀性,高 比 模 量、比强度以及良好的电导性和热导性等特点,不仅在航空航天工业中被广泛使用,而且也是现代高速列车、轻型汽车和轿车等产品的 重 要 结 构 材 料。随 着 科 学 技 术 的 发 展,铝合 金 的 焊 接 方 法 也 日 益 增 多,铝合金焊接的方法包括熔化极气体保护焊( MIG) 、非熔化极惰性气体保护 焊 ( TIG) 、搅 拌 摩 擦 焊、激 光 焊、电 子 束 焊 接等。
1 铝合金焊接方法研究现状
1. 1 熔化极气体保护焊
熔化极气体保护焊的自动化焊接具有高的生产率、良好的适应性以及对表面母材氧化膜有阴极雾化处理作用,在铝合金焊接中得到广泛的应用。针对不同的铝合金材料的焊接,已经做了广泛的研究。
目前已经对 2219,6082,7020,7N01S,7A52 等各系铝合金进行焊接试验,抗拉强度能够达到母材的 70% 以上,达到服役条件。研究得出接头的焊缝区为树枝晶组织,且晶内分布着许多细小的沉淀析出相,对焊缝起到了强化作用; 熔合区靠近焊缝一侧为柱状晶,靠近热影响区一侧为细小的等轴晶组织; 热影响区为发生了部分再结晶的纤维组织,并出现了软化现象。
焊后接头中还易出现气孔、夹渣以及裂纹等缺陷。对于这些缺陷,采用焊前清理、调整气体流量和清理焊嘴内的飞溅可以有效的控制气孔缺陷; 在焊接下一道焊道之前用钢丝刷或钢丝球清理焊道表面的熔渣和氧化物,提高电弧电压,降低焊接速度也能够有效减少夹渣的形成。对于裂纹缺陷的控制主要措施是通过增大电弧电压或减小焊接电流,减慢行走速度以加宽焊道加大焊道截面积而减小熔深来控制。
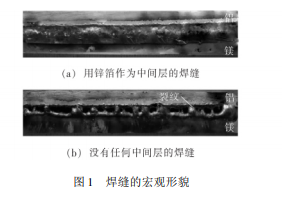
随着铝合金 MIG 焊接技术的发展,同种材料的焊接已经趋于成熟。但是对于铝合金异种材料的焊接,接头的成形以及缺陷等问题难以解决,因此常常引入中间层来实现材料的连接。其中有学者通过以锌箔为中间层材料,在 1 mm 厚的镁合金和铝合金板之间进行对接焊。锌箔作为阻止铝与镁原子反应的阻挡层,获得了不同材料的无裂纹搭接接头[1],如图 1 所示。可以看出在引入中间层后,接头成形好且气孔和裂纹缺陷大量减少,接头性能得到很大提升。不仅仅对于铝/ 镁异种材料,铝/钢等异种材料焊接时也可以引入中间层来实现连接。
为了克服单热源的不足,开始使用复合热源对铝合金进行焊接,激光 - 电弧复合焊接能够很好地集成激光焊与弧焊的优点,并能避免各自的缺点,具有焊接熔深大、工艺稳定性高、焊缝桥接能力强、焊接效率高等优点。通过采用激光 - MIG 复合焊已经成功进行了 7N01,6005A,Mg-Al 等同种、异种铝合金的焊接,抗拉强度达到母材的 60% 以上。焊接速度和 MIG 焊接电流是影响焊缝成形最主要的因素,接头中最主要的缺陷是气孔缺陷。通过清除工件表面氧化膜、增加小孔稳定性、促进气泡逸出有利于减少此类缺陷。
由于铝合金在焊接时成形较差,可以引入重熔整形技术可以使接头成形得以改善。Zhang H. T. [2]采用辅助 TIG 电弧的加热方式对铝合金/不 锈 钢 进 行 了MIG - 钎焊,辅助 TIG 电弧加热改进熔融金属的润湿性,使表面上的熔融金属的扩散充分,正面的钢和背面的铝形成了良好的钎焊接头,如图 2 所示。
上述研究对于特定材料的 MIG 焊能够通过试验确定出良好的工艺参数,对于某些特殊的焊接工艺,可以引入中间层以及复合焊接的方式来完成连接。能够分析影响焊缝组织和性能的工艺参数,通过分析能得到预防焊接缺陷改善焊缝成形的方法,但对于机理性内容还需要开展研究。
1. 2 非熔化极惰性气体保护焊
TIG 焊接过程稳定,保护效果好,而且经济成本低,在工业中得到广泛的应用,在使用交流电源时,还有去除表面氧化物的作用,适用于铝合金的焊接。TIG 焊的工艺也在不断的完善,一般 TIG 焊、变极性 TIG 焊、脉冲 TIG 焊和激光 - TIG 复合焊都能获得良好的接头,且焊接方法还在日益完善。
微观组织是影响接头性能的决定性因素,对组织的研究显得尤为必要。陈澄对板厚为 12 mm 的 5083 铝合金进行了焊接试验研究,焊缝组织均匀细小,主要为 α-Al 和 β-Al3Mg2 相,抗拉强度达到母材的 90% 以上,表现出良好的强度和塑性[3]。也有人对 2A12 等铝合金进行试验[4],试验得出焊缝组织呈等轴枝晶分布,熔合区组织为晶粒粗大的柱状晶,抗拉强度在 50% ~ 90% ,满足服役要求。但热影响区都出现了不同程度的软化。为了细化接头组织以及改善接头成形,选用卤化物 NaCl,CaF2 和氧化物 SiO2,MnO2,TiO2 作为活性剂,能够细化组织,增加焊缝熔深,改善焊缝质量,提高焊接生产率。
相关知识推荐:论文发表交了审稿费才送审吗
随着工艺的要求和焊接技术的进步,铝合金 TIG 焊由普通交流发展到如今的变极性焊接,并且陆续出现各种类型的变极性焊接波形。国内外不少学者对变极性焊接的焊接电源、电弧稳定性方面开展研究,同时也进行相应的组织及力学性能分析,有学者采用变极性 TIG 焊对 AA2219 铝合金进行焊接,进行接头力学性能的分析。试验表明屈服强度、极限抗拉强度和疲劳强度分别提高了 42. 6% ,43. 1% 和 18. 4% 。可见利用变极性焊接对力学性能的提升明显。而且通过用高频耦合脉冲和变极性 TIG 焊的结合,还可以有效的细化组织,消除气孔和减少裂纹等冶金缺陷。
自从有限元模拟软件出现后,可以通过有限元模拟的方式进行试验的模拟,大大减少试验的时间以及资金的投入,效率大幅提高,不少学者也对此展开研究。Wang G. Q. 对 2219 - T87 铝合金 TIG 焊进行了数值模拟,研究了焊趾形状和位置对接头拉伸性能和力学性能的影响。用软件对激光 - TIG 焊对 AA6082 铝合金进行焊接模拟,讨论了焊接参数对焊池特性的影响。采用三维数值模型模拟焊接熔池内的传热和流动,如图 3 所示。得出不同焊接条件下的焊缝形状; 最后应用方差分析方法更精确地研究焊接参数对焊缝尺寸的影响[5]。虽然利用模拟的方式可以较为方便的模拟整个试验,但是在模拟中仍存在着很大的约束,很难得出接头的组织情况以及力学性能特征,仍需要通过试验进行分析。
从目前的研究成果来看,对于特定的零部件获取适宜的焊接工艺参数已没有任何技术问题。采用交流 TIG 焊或者自动 TIG 焊可以显著提升焊接效率,提高接头的性能,但对于接头的缺陷和焊缝成形的研究还需进一步完善。
1. 3 搅拌摩擦
焊搅拌摩擦焊自 1991 年发现以来,该技术就在轻合金连接领域与传统的熔化焊接方法相比具有诸多优点。在焊接过程中没有达到材料的熔点,几乎不会产生气孔和裂纹等缺陷; 不产生烟尘、飞溅和辐射,不会危害焊工的人身健康; 不需要添加焊丝,节约成本。但焊接接头中存在沟槽、飞边、孔洞、未焊合等缺陷,设计合适的搅拌头,选用合适的焊接工艺参数可显著减少此类缺陷的产生。
Radisavljevic 等人[6]研究了旋转速度和焊接速度对2024 - T351铝合金对接接头焊缝形貌和“洋葱环” 形状的影响。当旋转速度为 750 r /min,焊接速度为 73 ~ 190 mm /min,焊缝表面成形良好,具有均匀的鱼鳞状; 当旋转速度为 950 r /min 和 1 180 r /min 时,焊缝表面成形差,出现起皮和犁沟缺陷。
Sato 等人[7]对 5052 - O 铝合金的搅拌摩擦焊接头组织进行了研究,发现焊核区晶粒发生再结晶,形成了细小的等轴晶粒,且位错密度低; 热机影响区晶粒发生较大的弯曲变形,并发生回复,有着较高的位错密度和大量的小角度晶界。Benavides 等人[8]对比研究了 2024 铝合金在低温与室温条件下 FSW 接头组织。结果表明,低温焊接接头焊缝区的晶粒尺寸要比常温下小很多; 在焊接温度不高时,焊缝区晶粒尺寸从焊缝底部至顶部逐渐增加,但差别很小。
接头的性能是学者们关心的主要问题,直接反映了焊接工艺的质量,目前研究范围主要集中在接头抗拉强度和疲劳性能上。
邢丽[9]对航空航天用 LD10 铝合金进行了研究。当规范参数合适时,可获得外观成形美观、内部无缺陷、几乎无变形的平板对接接头。接头的力学性能试验表明,接头的抗拉强度可达母材的 87% ,高于熔焊接头的强度,断裂位置大多位于热影响区。
M. Imam[10]通过电子背散射( EBSD) 、透射电子显微镜( TEM) 技术和机械测试,进行了 6063 - T4 铝合金焊接接头微观组织和性能变化的研究,如图 4 和图 5 所示。观察到搅拌区的主要强化机制是晶界强化和位错强化,晶粒和晶界的取向差与应变、应变率和峰值温度有关。
王希靖[11]对航空用 5 mm 厚铝合金 7050 - T7451 搅拌摩擦焊接头的低周疲劳性能进行了研究,得到了低周疲劳寿命表达式和应变 - 寿命曲线,焊接接头的疲劳断口均发生颈缩,为韧性断裂。裂纹在接头底部启裂,沿前进侧热机影响区与焊核区的过渡区域扩展至断裂,该过渡区晶粒的尺寸和位向差别大,为接头的性能薄弱区。针对铝合金焊接结束后遗留下来的匙孔对焊接结构造成的不良影响,有学者基于固态连接原理提出了填充式搅拌摩擦焊匙孔修复技术,实现了对焊缝匙孔的固态补焊,为搅拌摩擦焊焊缝缺陷的修复和无匙孔搅拌摩擦焊提供了技术支撑[12]。
从上述文献可以看出搅拌摩擦焊可使铝合金焊接获得良好的接头,接头的金属塑性流动机理、工艺与组织性能的关系、曲面零件的搅拌摩擦焊还需要进一步的研究。
1. 4 激光焊
激光焊作为高能束焊接,具有功率密度高、焊接热输入低、焊接热影响区小和焊接变形小等特点,使其在铝合金焊接领域受到格外的重视。此外,激光焊属于无接触焊接,不受电磁干扰,可在大气中进行焊接。但是由于铝合金具有高的反射率和良好的导热性以及等离子体的屏蔽作用,焊接时不可避免地出现一些缺陷问题,其中最主要的两个缺陷是气孔和热裂纹。
孔晓芳[13]采用 5087 焊丝作为填充材料对 4 mm 厚的 5083 铝合金进行光纤激光焊接试验,得到了成形良好无明显缺陷的焊接接头,焊缝组织为细小柱状晶且均匀分布有不连续的点状析出物。热影响区晶粒并无明显长大,有部分析出物析出。焊缝与母材显微硬度相当,热影响区软化现象不明显。
许良红[14]对高强铝合金 2519 - T87 进行焊接,对组织及力学性能进行分析。试验结果表明,焊缝组织细小,晶界共晶相呈短棒状均匀分布,时效后焊缝中有大量细小 θ'相均匀析出,且熔合线附近没有形成等轴晶区; 抗拉强度可达到母材的 74% 。
续敏[15]研究了 5052 铝合金激光焊接接头组织和性能。铝合金激光焊接接头热影响区主要为树枝晶,晶粒较为粗大; 焊缝区主要为等轴晶,晶粒较母材和热影响区细小。随着激光功率的增加,铝合金激光焊接接头抗拉强度先增加后降低,抗拉强度的最大值 204. 5 MPa,拉伸断口为典型的韧窝断口形貌。
为了改善接头的成形和组织,提高接头性能,房晓玉[16]分析了预置填充稀土粉末对 6061 铝合金激光焊接组织和性能的影响,添加稀土粉末可以改善焊缝成形,提高焊接稳定性,抑制焊接裂纹的产生,提高焊缝硬度,但降低了焊缝的抗拉强度。
对于焊接过程中最主要的两个缺陷,也进行了深入的研究。对于焊接过程中产生的气孔缺陷,通过在焊接的过程中加入扫描、分析气孔的来源以及气孔产生的机制对焊接过程中产生的气孔缺陷进行控制。研究了激光扫描焊接过程中光束的扫描轨迹、扫描幅度与扫描频率对气孔产生的影响规律,得出以圆形轨迹的扫描方式为最佳。
周逸凡[17]分析探讨了 4 mm 厚 5A06 高强铝合金光纤激光 - MIG 电弧复合焊的表面成形规律与气孔特性,稳定的光纤激光 - MIG 电弧复合焊无需对母材进行精细的氢来源控制和复杂的焊接前、后处理,即可有效地减少甚至完全消除铝合金试样的接头氢气孔。
对于焊接过程产生的裂纹,M. Sheikhi[18]对 2024 铝合金激光焊的凝固裂纹进行了深入的研究,根据现有标准的改进,设计了开裂准则。考虑到非稳定条件,为了找到热裂纹现象的清晰机制,建立了一个简化的模型。
以上文献说明铝合金激光焊可以获得较好的焊接接头,而且通过加入扫描工艺、稀土元素和激光复合焊,可以使接头的性能得到一定程度的改善。但也易出现气孔、裂纹缺陷,这是由于铝合金在室温下对激光的反射率很高。激光焊对于中厚板铝合金的焊接还存在一定难度。
1. 5 电子束焊接
电子束焊接由于电子束具有较高的能量密度,焊接深宽比大,对于较厚的试件焊接能够实现一次成形,整个焊接过程处于真空的状态下,这样就基本避免了外界造成的铝合金氢气孔缺陷,因此对于铝合金焊接以及铝合金中厚板的焊接具有独特的优势。但是由于铝合金自身的性质,焊接过程有飞溅产生,接头成形较差且内部存在气孔以及裂纹缺陷,且电子束焊接存在其特有的钉尖及冷隔缺陷,需要通过研究得以控制。
通过对 2A12 铝合金电子束筒体焊接性试验,分析了焊接电压、电子束流和焊速对接头成形的影响,发现影响接头强度的主要因素是接头的气孔。对于气孔缺陷,已经提出了相应的解决办法,并取得了一定的效果。研究得出了铝合金焊接的气孔来源主要有两个: 一个是氢气孔,一个是 Mg,Al2O3 和 MgO 氧化膜的部分汽化形成的气孔,其中后者的影响较大。提出了采用较大的电子束斑、较低的焊接速度和复杂的扫描图形来消除接头的气孔缺陷。Mo Z. H. [19]对接头分别采用线性扫描和圆形扫描,在相同热输入条件下,线性扫描后接头深宽比更大,但圆形扫描后接头中气孔数量较少。常艳君[20]发现预热和重熔可以同时降低电子束焊接接头的强度和塑性,尤其对接头的塑性影响更大,但会使焊缝区的晶粒组织变得粗大。
哈尔滨工业大学对 25 mm 厚的 2A12 铝合金板材进行了电子束焊接接头组织和性能方面的研究,结果表明,在保证熔透的条件下,采用高速焊接以及加入扫描工艺可显著改善焊接接头质量,焊缝中的强化相为 S + θ 相,液态焊缝金属不均匀凝固结晶,使得溶质元素在晶界处聚集,晶界由出生第二相和大量层片或棒状共晶组织组成。接头强度为 383 MPa,接头断裂于熔合区,断口呈现脆性沿晶 - 延性韧窝混合断裂机制。
对于某些铝合金的电子束焊接,当两侧材料对热输入的需求产生差异时,一般采用偏束焊的技术。这样可以有效的实现热输入的分配。有学者分别采用电子束对中焊、偏束焊技术,研究了 SiC 颗粒增强铝基复合材料 SiCp /2024 与 2219 铝合金的接头组织及力学性能,焊缝处生成少量针状体 Al4C3,复合材料热影响区中部以上有一层较窄的区域生成了脆性相 Al4C3。其中最大抗拉强度为 131 MPa,为母材的 54% ,断裂为典型的脆性断裂[21]。随着电子束焊接的发展,目前已经发展出了电子束的分束焊接技术,通过分束技术能够实现电子束的多区域焊接。T. V. Olshanskaya [22]研究了电子束焊接中的光束分离技术,如图 6 所示。将电子束的动态定位应用在 AlMg6 铝合金的焊接中,定义了表征缺陷的焊接形成的标准,并提出了一种铝合金电子束分束焊接的最佳分解方法。
目前对于铝合金电子束焊接的研究主要集中在对工艺和组织、缺陷分析方面,针对电子束焊接自身的特点,进一步提高接头性能存在难度,对于焊接熔池流动及焊缝成形的机理性研究相对较少。
2 发展与展望
铝合金作为工程上广泛使用的材料,在今后的发展中扮演着越来越重要的角色,铝合金焊接技术及工艺的提高就显得尤为重要,随着科技的进步,焊接方法也在不断地增多。现在的焊 接 技 术,无 论 是 传 统 的 MIG 焊、TIG 焊,还是高能束焊接或是新兴起的搅拌摩擦焊,都可以通过试验确定最优的焊接工艺参数,在最优的工艺参数下,接头的缺陷可以得到有效的控制,焊缝成形良好并且具有良好的使用性能。但是对于焊接工艺、焊缝成形以及缺陷产生的机理研究还不够深入,需要进一步进行研究。
3 结 语
综述了铝合金焊接方法的研究现状,指出其存在的问题,并对铝合金焊接进行了展望。目前对于铝合金的焊接,传统的 MIG 焊、TIG 焊仍占据主流; 搅拌摩擦焊、激光焊和电子束焊接对铝合金的焊接显示出了更好的适应性; 在中厚板铝合金焊接方面,电子束焊接具有明显优势。随着对铝合金焊接机理更深入的研究,铝合金焊接工艺的不断完善,铝合金将会得到越来越广泛的使用。——论文作者:陈国庆 柳峻鹏 树 西 张秉刚 冯吉才
声明:①文献来自知网、维普、万方等检索数据库,说明本文献已经发表见刊,恭喜作者.②如果您是作者且不想本平台展示文献信息,可联系学术顾问予以删除.

SCISSCIAHCI

