0
留言稍后联系!

发布时间:2022-03-26所属分类:电工职称论文浏览:1764次
摘 要: 要:中国是锂离子电池生产大国,但不是锂离子电池生产强国。 锂离子电池正极材料是提高锂离子电池性能的关键。 主要讨论了锂离子电池工业常用的正极材料的性能特点、制备方法、改性方法及其应用。 提出了中国锂离子电池正极材料研究中存在单纯理论性研究多,没有针对正

要:中国是锂离子电池生产大国,但不是锂离子电池生产强国。 锂离子电池正极材料是提高锂离子电池性能的关键。 主要讨论了锂离子电池工业常用的正极材料的性能特点、制备方法、改性方法及其应用。 提出了中国锂离子电池正极材料研究中存在单纯理论性研究多,没有针对正极材料合成的工业化及电池的产业化进行潜心研究,这大大制约了中国电池产业水平的升级,特别是向高端电池市场的发展。 对这些材料的研究和应用作了进一步展望。
关键词:锂离子电池;正极材料;性能;改性
自阿曼德 (Armand) 于 1980 年提出摇椅电池(RCB)概念后,日本率先开展了锂离子电池实用化研究,并由索尼公司于 1990 年最先开发成功。 锂离子电池一经问世就受到极大关注,并以工作电压高、比容量高、自放电小、循环寿命长及无环境污染[1-2]等显著优点,广泛应用于手机、电脑等小型电子设备市场,并随着手机、电脑等的发展其生产规模得到迅速提高。 近几年,更是在能源危机和环境危机的推动下,伴随着电动汽车的飞速发展,高性能、成本日趋降低的锂离子电池仍是人们的研发热点。
目前,全球锂离子电池产业主要集中在日本、中 国 和 韩 国。 2012 年中国锂离子电池产量达到 25.3 亿只,同比增加 10%;销售收入为 540 亿元,同比增加 8%。 其中,日、韩两国在华企业产量为 9.5 亿只,占 比 为 37.5%; 销售 收 入 为 240 亿元, 占 比 达 到 44.4%[3]。 因此,中国企业生产的电池单价较低,大多数产品位于低端电池市场。
手机和电脑仍是目前锂离子电池主要市场。 2011、2012 年全球手机锂离子电池占比 分别为 42%、43%,电脑占比分别为 35%、36%;而中国手机市场占比分别达到近 55%、56%,对电池要求很高的笔记本电脑市场份额有限,只有 15%、16%[3]。 在高性能的车载锂离子蓄电池方面日本具有明显的竞争优势,2011 年日本所占的国际市场份额高达 79%[4]。这也表现出中国在锂离子电池核心技术方面开发的不足, 没有针对电池的产业化对电池特别是核心相关材料的潜心研究进行大量的前期准备工作, 这大大制约了中国电池产业水平的升级, 特别是向高端电池市场的发展,高质量电池材料亟待发展。
其中作为提供大量自由“嵌入/脱出”锂离子的正极材料,其容量比负极材料要低,是影响电池成本和性能的主要因素之一[5-6],因此提高锂离子电池正极材料的性能成为当今最为活跃的研究领域之一。笔者对近年来锂离子电池主要使用的 4 种正极材料的性能、制备方法、改性及应用等进行了总结,并对其电池发展趋势进行了展望。
1 锂离子电池正极材料的研究和应用
1.1 钴酸锂
钴酸锂(LiCoO2)是最早商业化的正极材料,且目前仍是消费电子产品领域的主流正极材料。 LiCoO2 理论容量为 274 mA·h/g,实际容量为 140 mA·h/g 左右,振实密度为 2.5~3.0 g/cm3 ,工作电压范围为 2.5~ 4.2 V。 LiCoO2 是典型的层状 α-NaFeO2 型结构,具有明显的层状材料特征,锂离子有二维脱嵌路径,扩散系数为 10-9 ~10-7 cm2 /s, 电子电导率约为 10-3 S/cm,离子电子导电性高,因此倍率放电性能好。 充放电形成的 Li1-xCoO2,当 x<0.5 时,锂的嵌入量可连续变化不会影响其基本结构,具有优异的可逆性、充电效率和电压稳定性。
相对其他正极材料,其工作电压较高,充放电电压平稳,适合大电流充放电,比能量高,循环性能好,电导率高,材料及电池生产工艺稳定。 但其缺点也明显,钴有毒、污染环境,资源短缺且价格昂贵,循环性能有待进一步提高[7]。 而且其热稳定性较差,抗过充电性较差,存在安全隐患。 因此,其安全性仍是限制其电池高容量应用的主要问题。 研究的主要方向是提高材料高利用率时的循环性能,采用的方法是掺杂和包覆改性等技术。 其中以 Al3+ 、Mg2+ 、Ni2+ 等金属阳离子掺杂[8-10]、金属氧化物和磷酸盐的包覆[11-12]研究最为广泛,Al3+ 、Mg2+等金属阳离子掺杂更是进入了实际应用阶段。 钴酸锂市场经过十几年的高速发展已进入稳定发展期,是最为成熟的正极材料。
钴酸锂的制备方法主要有固相合成法与液相合成法[13]。固相合成法又分高温固相法与低温固相法。液相法主要包括溶胶-凝胶法、喷雾分解法、共沉淀法、喷雾干燥法、水热法等。 工业化比较常用的是高温固相合成法, 它是采用 Li2CO3 或者 LiOH 等锂盐与 CoCO3 等钴盐,按照 n(Li)∶n(Co)=1∶1 进行配料,在 600~900 ℃于空气气氛下煅烧而成。
目前以钴酸锂为正极材料的锂离子电池在二次电池市场中仍然占据最大的市场份额,仍是高端电子产品用小型高能量密度锂离子电池领域首选的正极材料。
1.2 三元正极材料
工业化应用的三元正极材料 LiNixCo1-x-yMnyO2也属于层状 α-NaFeO2 型结构, 同样具有锂离子二维脱 嵌 路 径。 三元系列的材料可分为以下几种,即 LiNi1/3Co1/3Mn1/3O2(简称 111)、LiNi0.4Co0.2Mn0.4O2(简称 424)、LiNi0.5Co0.2Mn0.3O2(简称 523)。 LiNi1/3Co1/3Mn1/3O2 是被最早提出的[14],也是研究应用最广泛的三元材料。 此外基于减少 Co 的含量以降低成本、减少 Mn 的含量以降低材料中非电化学活性组分含量从而提高材料的比容量考虑,LiNi0.8Co0.1Mn0.1O2(简称 811)也备受关注。
三元材料存在明显的三元协同效应, 与钴酸锂相比具有良好的热稳定性、较低的生产成本,成为钴酸锂最有希望的替代材料。 但是三元材料也存在镍锂阳离子混排、振实密度低、倍率性能和循环性能有待提高等问题。 针对这些问题,人们通过离子掺杂、表面包覆、改进合成工艺[15]等措施对三元材料的性能进行改善。三元材料按组元成分发展方向:一是向高镍含量方向发展,主要应用于如手机、超级本、蓝牙等高能量密度的便携式小型电子设备; 二是向高锰含量方向发展,与锰酸锂改性结合,主要应用于如电动自行车、电动汽车等功率密度更高的电动工具。
三元正极材料合成的方法有高温固相烧结法、共沉淀法、溶胶-凝胶法[16],此外还有喷雾热解法[17]、静电纺丝法[18]、热聚合法[19]、模板法[20]等。 目前工业化三元正极材料的制备大多先进行共沉淀, 合成所需配比的镍钴锰氢氧化物或碳酸盐前驱体, 再加入锂盐,然后通过高温固相烧结得到三元粉体材料。
镍钴锰酸锂主要应用于钢壳或者铝壳的圆柱形与方形锂离子电池中, 在软包锂离子电池中应用较少,主要是因为高温下容易气胀。大多数应用于移动电源、 功能型手机以及电动自行车等对能量密度要求不高的领域。虽然三元材料的市场份额还较有限,但其性价比明显优于现有的其他工业化正极材料,而且可以方便地调节组分含量来满足市场需求。 随着三元材料制备工艺的改进以及三元材料作为正极材料的动力锂离子电池的研究越来越多, 三元材料将是近几年市场份额增长速度最快的正极材料。
1.3 磷酸亚铁锂
磷酸亚铁锂(LiFePO4)理论容量为 170 mA·h/g,实际容量可达 140 mA·h/g,振实密度为 0.9~1.5 g/cm3 ,工作电压约为 3.4 V。 LiFePO4 具有规则的橄榄石型结构,有一维锂离子脱嵌路径,只能允许 Li+在一个方向上移动,锂离子扩散系数为 1.8×10-10m2 /s,锂离子迁移率低。而且充电产物 FePO4 电子导电率也低,只有 10-10~10-9 S/cm,这严重影响了其倍率放电性能[21]。 但在锂离子的脱嵌过程中晶胞体积变化只有 6.81%,有优良的充放电循环性能。 而且其具有良好的热稳定性,更安全可靠,更环保并且价格低廉。 因而其被中国电池工业界认为是大型电池模块首选的正极材料。
但同时,相比锂离子电池其他正极材料,其堆积密度低。 虽然其理论密度为 3.6 g/cm3 ,但商业化的多为无规则形状的 LiFePO4 粉末颗粒, 其振实密度一 般为 1.0 g/cm3 ,导致其体积能量密度不高,使其应用领域受限。为了提高其性能,人们通过掺杂高价金属阳离子[22]、表面包覆导电材料[23]及形貌控制[24-25]等多种方法来提高 Li+的迁移速率和电子导电率以及密度,使其能够适合于大电流密度下的充放电,提高其倍率充放电性能和比能量。磷酸铁锂的碳包覆、纳米化取得了很大成效, 磷酸铁锂的碳包覆已应用于电池工业生产中。
现有的合成方法几乎都可以合成磷酸铁锂,如固相法包括固相反应法、 水热法、 微波合成法、溶胶-凝胶 法、碳 热 还 原 法、共 沉 淀 法[26]以及 溶 剂 热法[27]等。工业化比较常用的仍是高温固相合成法,因合成过程中 Fe2+ 极易被氧化成 Fe3+ ,因此需要较纯的惰性气氛保护,这使得其成本增加,加上碳包覆的成本,使其成本优势低于人们的预期。
经过多年的研究, 磷酸铁锂现已成为一种较为成熟的正极材料,广泛应用于诸多领域,市场份额增长较大。 其在电动车市场诸如电动汽车、 电动自行车、便携式移动设备电源、储能电源等领域发挥着重要的作用。
1.4 锰酸锂
锰酸锂理论容量为 148 mA·h/g,实际容量达到 120 mA·h/g,振实密度为 2.0~2.3 g/cm3 ,工作电压范围为 3~4 V。尖晶石结构的 LiMn2O4 提供了锂离子能够扩散的三维通道,支持锂离子快速扩散,锂离子的 扩 散 系 数 为 10-12~10-9 m2 /s,电子 电 导 率 为 10-6 ~ 10-5 S/cm,充放电倍率性能好。 锰酸锂安全性高、抗过充性能好,而且锰资源丰富、成本低、污染小、无毒、制备较容易。但锰酸锂在充放电过程中尖晶石结构的 LiMn2O4 不稳定,由于发生 Jahn-Teller 效应,加上锰的溶解,特别是在高温下情况更为严重,造成电池容量迅速衰减,使高温循环与储存性能不佳,这导致工程应用范围存在一定的限制。 抑制 Jahn-Teller 效应的方法主要是掺杂 [28], 如 Li+ 、Mg2+ 、Zn2+ 、Ni2+、 Al3+等金属阳离子以及稀土的掺杂均对提高锰酸锂的结构稳定性有利,而降低比表面积和氧化物包覆[29]等也可有效防止锰的溶解,其中镍[30]、Al[31]的掺杂与 Al2O3 包覆[32]对锰酸锂高温循环与储存性能的改善被认为是比较成功的改进方法。
尖晶石型 LiMn2O4 的制备方法主要有高温固相合成法、微波法、Pechini 法、溶胶-凝胶法[33]以及水热法[34]等。工业化的方法仍然主要采用固相烧结法,将 LiNO3、LiOH·H2O 或 Li2CO3 和 电 解 Mn2O3 或 者 MnO2 均匀地混合、研磨,在富氧气氛中于 600~850 ℃ 下煅烧 8~15 h。 这种方法具有固相法的通性,虽然工艺简单、易于操作,但制得的产品电化学性能差,颗粒的大小及形貌不易控制,具有耗时长、能耗高、产物易出现杂相、一致性差等缺点。高端锰酸锂主要采用液相法。
相关知识推荐:甲醇燃料电池类论文发表期刊
锰酸锂应用范围较广,不仅可用于手机、数码等小型电池, 也适合于电动工具和混合电动车等高功率型锂离子电池, 与磷酸铁锂在动力电池领域形成竞争态势。 目前高端锰酸锂向高能量密度的应用发展,低端锰酸锂向低成本的应用发展。
2 展望
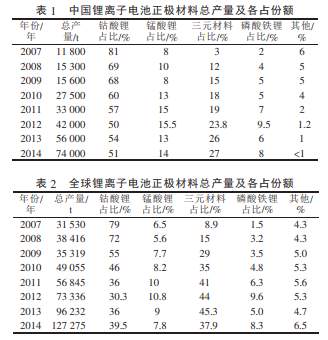
钴酸锂、锰酸锂、磷酸铁锂和镍钴锰酸锂三元材料是被广泛应用的 4 种正极材料, 根据其性价比及其电池使用性能的要求,各有不同的应用领域。中国化学与物理电源协会统计分析的国内正极材料与台湾工业技术研究院统计的全球正极材料近几年的产量分别见表1、表 2。
从表 1、表 2 可以看出,无论在全球或是中国,钴酸锂和三元材料都是锂离子电池正极材料的主流产品,但是三元材料在全球正极材料份额中从 2007 年的 8.9%迅速 增 加 到 2011 年的 41%, 而中 国 从 2007 年的 3%增加到 2012 年的 23.8%,这与中国近几年将较多力量集中在磷酸铁锂的研究有关。 据中国知网粗略统计,2004 年开始有关于磷酸铁锂的论文,而 2014 年发表的有关磷酸铁锂的论文多达340 篇, 尽管 2001 年就开始有关于三元材料的论文,但 2014 年只有 100 多篇论文。
上述 4 种正极材料都有各自优缺点, 针对其主要问题,科研人员进行了大量深入的研究,总结起来主要有改进合成方法、 离子掺杂和表面包覆 3 种方式,以及与之相关的高压电解液开发。 据报道,这些方法对正极材料性能的改善取得了较好的效果,但在产业化中许多没有得到很好应用, 主要有以下原因。第一,研究人员更多地追求提高正极材料的质量能量密度、电化学性能,而忽视电池工业看重的振实密度、分散性等加工性能的追求,没有通过微观形貌对这些性能的影响进行深入研究。第二,在正极材料工业生产中应用较多的是固相合成法, 其技术日趋成熟。 但是材料掺杂改性许多是在液相法基础上实现的,液相法具有原料混合均匀、后处理温度低等优点,但生产条件不易控制,成本较高,难以批量化生产, 这使得许多报道中有效的离子掺杂很难应用于工业生产。新型的制备工艺也更多集中在液相法,而对固相合成法改进研究不多。第三,尽管表面修饰改性对正极材料性能的改善在实验室的研究中取得了较好的效果, 如碳包覆工艺被认为是比较成功的表面包覆案例,但在产业化中同样没有得到较多应用。这是由于表面修饰势必会增加一道工序, 加上包覆材料成本, 所以只有得到确切的改性提高并性价比高,才会得到产业界的应用。
总体来讲, 钴酸锂电池凭借其高充电截止电压和高振实密度双重优势, 仍是目前高档 3C 产品类电池首选正极材料; 三元材料不仅具有较高的能量密度,而且材料的安全性、循环稳定性、高低温性能、制备成本等性能均比较优异, 在正极材料使用量比重增长较快;磷酸铁锂不仅具有较低的价格,而且安全性、循环稳定性也非常突出,是目前动力电池首选正极材料; 尖晶石型锰酸锂材料不仅具有较低的制备成本和资源优势, 而且安全性、 充放电倍率性能好,发展潜力强劲。
锂离子电池产业正处于黄金时代。 智能手机和平板电脑发展迅速,加大了对锂离子电池的需求;车载锂离子电池正迅猛发展, 储能电源正成为锂离子电池新的增长点,其正极材料也必将有较大发展。——论文作者:郭红霞 1 ,乔月纯 1 ,穆培振 2
参考文献:
[1] Armstrong A R,Bruce P G.Synthesis of layered LiMnO2 as an electrode for rechargeable lithium batteries [J].Nature,1996,381:499- 500.
[2] 孙海翔,李文轩,李鹏,等.动力锂离子二次电池聚偏氟乙烯隔膜的制备及性能表征[J].化工学报,2013,64(7):2556-2564.
[3] 刘彦龙.2013 年中国锂电池产业分析[R].天津:中国化学与物理电源行业协会理事会,2014.
[4] 唐 杰 英.日本蓄电池产业的发展战略及启示 [J].日 本 研 究 , 2013(4):23-30.
[5] Armand M,Tarascon J M.Building better batteries[J].Nature,2008, 451:652-657.
[6] 陈九华,李建刚,王垒,等.锂电池正极材料 LiNi0.8Co0.1Mn0.1O2 的制备与性能[J].化工新型材料,2014,42(8):37-39.
[7] 章福平,纪勇,李安东,等.锂离子电池正极材料研究的新动向和挑战[J].化学通报,2011,74(10):890-902.
[8] Won-Sub Yoon,Kyung-Keun Lee,Kwang-Bum Kim.X-Ray absorption spectroscopic study of LiAlyCo1-yO2 cathode for Li rechargeable batteries[J].Electrochem.Soc.,2002,149(2):A146-A151.
[9] Valanarasu S,Chandramohan R,Thirumalai J,et al.Effect of Mg doping on the properties of combustion synthesized LiCoO2 powders[J]. J.Mater.Sci.:Mater.Electron.,2010,21(8):827-832.
[10] Bang E Y,Mumm D R,Park H R,et al.Lithium nickel cobalt oxides synthesized from Li2CO3,NiO and Co3O4 by the solid-state reaction method[J].Ceramics International,2012,38(5):3635-3641.
[11] Thomas M G S R,Bruce P G,Goodenough J B.AC impedance analysis of polycrystalline insertion electrodes:application to Li1-xCoO2[J].J.Electrochem.Soc.,1985,132(7):1521-1528.
声明:①文献来自知网、维普、万方等检索数据库,说明本文献已经发表见刊,恭喜作者.②如果您是作者且不想本平台展示文献信息,可联系学术顾问予以删除.

SCISSCIAHCI

