0
发表咨询在线!

发布时间:2021-10-22所属分类:工程师职称论文浏览:1248次
摘 要: [摘要]为了确定电催化氧化对污水厂二级出水的处理效果及优化运行参数,采用连续流反应器,以天津市某污水厂二级出水为原水,通过单因素实验考察了极板类型、极板数量、电流密度、极板间距、水力停留时间对COD、氨氮、总氮去除效果的影响。结果表明:考虑COD

[摘要]为了确定电催化氧化对污水厂二级出水的处理效果及优化运行参数,采用连续流反应器,以天津市某污水厂二级出水为原水,通过单因素实验考察了极板类型、极板数量、电流密度、极板间距、水力停留时间对COD、氨氮、总氮去除效果的影响。结果表明:考虑COD和氨氮的去除,钌钛电极去除效果优于钌铱电极;增加极板数量可以强化有机污染物去除效率;得到钌钛电极时优化运行参数为:电流密度10mA/cm2,极板间距8cm,水力停留时间2.75h;优化条件下运行时,COD平均去除率为55.1%,氨氮的平均去除率为99.6%,总氮的平均去除率为85.9%;综合系统所消耗的电费、极板损耗费及日常维护等费用,优化运行条件下,吨水运行成本为10.2元。推测氨氮及COD的去除机理为活性氯与·OH的共同作用,此过程中,运行条件的改变对COD的去除率影响更大,运行参数的改变会影响·OH的生成量,在有机污染物浓度较低时,传质过程受阻,致使污染物没有被良好的富集至极板表面,而系统内产生的活性氯对氨氮的去除更为有效。
[关键词]电催化氧化;极板类型;二级出水;深度处理
污水处理厂二级出水中仍含有种类繁多且结构复杂的有机污染物,有研究表明,溶解态COD占二级出水总COD的78.17%~86.54%[1],且大部分都为难生物降解有机物,传统的混凝-沉淀过滤-消毒工艺及生物法很难在深度处理中发挥优势。此外,在一些工业废水掺杂比例较高的污水处理厂中,二级出水的COD和氨氮浓度往往较高,游离氨的高毒性容易对微生物产生抑制作用,为生化系统的稳定运行带来了风险。在污水排放标准不断提高的背景下,污水厂出水达标排放依然是一个难题,因此采取技术手段对二级出水进行深度处理至关重要。
电催化氧化技术可有效去除水中难生物降解有机物,主要通过极板的直接氧化作用[2-3]或电解过程中产生的活性氧化物[4],如·OH[5]、HClO、O3等达到去除污染物的目的。由于反应条件简单,无需外加试剂,避免了二次污染[6],因此被称为“环境友好型技术”[7-9]。近年来,电力行业的发展和新型极板材料的出现使得该技术被广泛应用于医药[10]、煤化工[11]、印染、垃圾渗滤液[12]等废水的处理中,但有关电催化氧化技术在城市污水厂深度处理中的研究和应用并不多见。
为了确定电催化氧化技术应用于实际污水厂二级出水的处理效果,并确定优化的运行参数,实现COD、氨氮及总氮稳定去除,本研究分别考察极板类型、极板数量、电流密度、极板间距、水力停留时间等因素对污染物去除效果的影响,以期为电催化氧化技术在污水厂二级出水深度处理方面的研究和应用提供支持。
1材料与方法
1.1实验装置
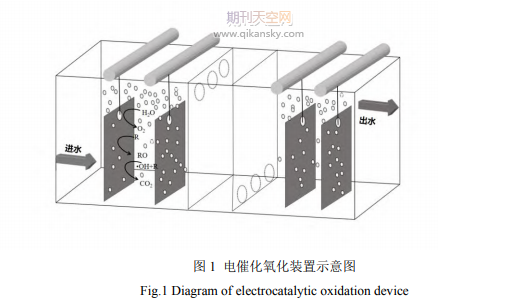
电催化氧化装置主要由过流式反应器(有效容积0.55m3)、直流稳压电源(华尧HYJ-3000E30)、电极板(宝鸡市一辰钛电极制造有限公司,尺寸为40cm×40cm,厚2mm)等组成,如图1所示。反应器中最多可放置4对电极板,每对电极连接独立电源,阴极与阳极材质相同。
1.2进水水质
实验用水为天津市某污水处理厂二级出水,工业废水所占比重较大,其COD为50~70mg/L,氨氮为14~40mg/L,TN为16~46mg/L,总磷为0.1~0.2mg/L,水样经0.45μm滤膜过滤后进行检测,中试装置日处理水量4.8m3。
1.3实验步骤及检测指标
1.3.1极板类型对比实验:分别以钌铱、钌钛两种极板作为阳极,设置电流密度为10mA/cm2,极板间距为5cm,水力停留时间为2.75h,对比两种电极板对COD、氨氮、总氮、硝酸盐氮、总磷的去除效果。
1.3.2极板数量对比实验:选用钌钛电极作为阳极,考察极板数量为2对和4对时,COD、氨氮、总氮的去除效果,其他参数与1.3.1相同。
1.3.3单因素实验:设置电流密度为2~10mA/cm2,水力停留时间为1.1~2.75h,极板间距为2~10cm极板数量为4对,探究三种影响因素对COD、氨氮、总氮去除效果的影响。
1.3.4检测指标:检测指标为COD、氨氮、总氮、硝酸盐氮、总磷等,均采用国标法进行检测,检测方法及所用仪器见表1。吨水耗电量计算公式如式(1)所示。
2结果与讨论
2.1极板类型对污染物去除效果的影响
电极板作为电催化氧化的核心,对污染物的去除效果有至关重要的影响。理想的电极材料应具有高效稳定的催化活性和较低的制作成本,近年来DSA(DimensionalStableAnode,形稳阳极)电极和BDD(Borondopeddiamond,掺硼金刚石)电极逐渐成为了研究的热点[13],尽管BDD电极展现出了更为优异的催化活性,但制作成本高昂[14]限制了其进一步广泛应用,本研究中所用电极板为钌铱和钌钛电极。设置电流密度为10mA/cm2,极板间距为5cm,水力停留时间为2.75h,极板对数为两对,探究两种电极板对目标污染物去除效果的影响,实验结果如图2所示。
由图2可知,钌钛和钌铱电极对氨氮、总氮均有较好的去除效果,去除率分别为99.9%、78.1%,99.9%、79%,二者无明显差异。钌钛电极对COD的去除率为28.3%,高于钌铱电极做为阳极时的20.4%。两种电极的出水硝酸盐质量浓度均有2~3mg/L的增加,总磷无明显的去除效果。
相关知识推荐:污水处理相关的论文投稿期刊
分析认为,当极板数量一定时,无论使用哪种电极板,氨氮和总氮均可实现高效稳定的去除,这可能是因为氨氮主要靠电解产生的活性氯氧化去除为主,因此受极板种类影响较小。由于进水总氮中95%的成分为氨氮,且氨氮的氧化产物主要为N2[15],所以使得总氮的去除效果和氨氮趋于一致[16]。钌钛电极对COD的去除率高于钌铱电极,可能是因为钌钛电极的活性位点更多,使得电解产生的·OH等活性氧化物质更多。综合考虑氨氮和COD的去除情况,选用钌钛极板。
2.2极板数量对污染物去除效果的影响
选用钌钛电极作阳极,设置电流密度为10mA/cm2,极板间距为5cm,水力停留时间为2.75h,考察极板数量对污染物去除效果的影响,实验结果如图3所示。
由图3可知,当极板数量由2对增加至4对时,氨氮和总氮的去除率依然很高,分别为98.4%、70%。COD的去除率由28.3%上升至64%,出水硝酸盐氮浓度有所增加。当极板数量增加时,COD去除率有明显的提高,这是因为极板数量的增加导致了总反应面积增加[17],单位时间内系统内产生的·OH更多,从而提高了对COD的去除率。出水硝酸盐浓度增加可能是因为·OH含量增加后导致了更多副反应的发生,因此推测氨氮的去除机理为·OH和活性氯的共同氧化作用。
2.3极板间距对污染物去除效果的影响
极板间距对电催化氧化过程有重要的影响,过大或过小均不利于反应的进行。阴阳极均选用钌钛电极,设置电流密度为10mA/cm2,水力停留时间为2.75h,分别探究极板间距在2、4、6、8、10cm条件下目标污染物的去除效果,实验结果如图4所示。
由图4可知,在极板间距从2cm增大到10cm的过程当中,COD去除率先增大后减小,在8cm时去除率最高为64%,氨氮去除率始终维持在99%以上,总氮去除率保持在74%~80%之间。因此,极板间距的变化对COD的去除率影响较大,对氨氮和总氮的去除率影响较小。
极板间距减小可增大阴阳极之间的电场强度,增强电子的转移速率,降低溶液的传质阻力,从而使得目标污染物有效被富集至阳极表面,因此,当极板间距由10cm减小到8cm时,COD去除率升高。但极板间距过小会使水温升高,加剧副反应的发生[18],同时能耗增加极板易发生钝化,导致电流效率降低,因此,极板间距为2~6cm时COD的去除率低于8cm时COD的去除率。综合考虑,选定最佳极板间距为8cm。
2.4电流密度对污染物去除效果的影响
电流密度指单位极板面积上通过的电流,是影响电催化氧化去除效果的重要参数之一。设置极板间距为8cm,水力停留时间为2.75h,考察电流密度为2、4、6、8、10mA/cm2时污染物的去除效果,实验结果如图5所示。
从图5可以看出,电流密度的变化对COD、氨氮及总氮的去除效果均有显著的影响,三者的去除率随电流密度的不断增加而增加,电流密度为10mA/cm2时,出水COD由54mg/L降低至19.4mg/L,去除率为64%。氨氮去除率由32.6%增加到99.6%,最终可实现稳定去除。总氮去除率由28.2%增加至89.3%。
分析认为,电流密度增加使得系统内电子转移速率加快,单位时间内产生的·OH[19]和活性氯更多,加快了有机物及氨氮氧化速率,有利于污染物的去除。当电流密度较低时,氨氮的去除效果优于COD,这可能是因为当氯离子存在时,ClO-优先于·OH生成[20],氨氮的降解过程主要靠电解中产生的活性氯完成的,活性氯氧化物可扩散至液相主体与氨氮进行反应,这一过程类似于折点加氯法。而电解产生的·OH由于寿命很短,只能在极板表面与有机物进行反应,因此,电流密度的改变对COD的去除率影响更大。综合考虑COD、氨氮、总氮的去除效果,选取电流密度为10mA/cm2。
2.5水力停留时间对污染物去除效果的影响
水力停留时间是影响连续流反应器的重要参数,直接决定了污染物的去除效果和处理成本。根据上述单因素的实验结果设置电流密度为10mA/cm2,极板间距为8cm,考察水力停留时间为2.75、1.83、1.38、1.1h(即进水流量为200、300、400、500L/h)时,目标污染物的去除效果。实验结果如图6所示。
由图6可以看出,COD、氨氮及总氮的去除率随水力停留时间的减少而减小,水力停留时间为1.1h时,各类污染物的去除率最低,COD去除率仅为12.7%,氨氮去除率为65.6%,总氮去除率为54.2%。这是因为反应器为连续流运行,随着进水流量的增加,水力停留时间变短,污水无法与极板充分接触〔17〕,使得活性氧化物质未与污染物充分反应便被排出。因此当水力停留时间减小时污染物去除率降低。此外,有机物种类的不同导致被降解的时间不同,且·OH的氧化发生在极板表面,需要一定时间保证废水与极板进行良好接触,而水力停留时间变短恰恰缩短了此过程,因此COD的去除率降低最明显。当进水流量为300L/h,即水力停留时间1.83h时,出水COD为32.8mg/L,高于排放限值,因此选取水力停留时间为2.75h。
2.6优化运行条件下污染物的去除效果及能耗分析
根据单因素优化的实验结果设置电流密度为10mA/cm2,极板间距为8cm,水力停留时间为2.75h,COD、氨氮及总氮的去除效果如图7所示。
在优化运行条件下连续运行30组,所取水样包含经过水力停留时间后不同时间段的出水,考察COD、氨氮、总氮去除效果的稳定性,结果显示,COD平均为26.5mg/L,平均去除率为55.1%;氨氮平均去除率达99%以上,总氮平均去除率为85.9%,三类污染物浓度出水均可满足天津市《城镇污水处理厂污染物排放标准》中的A类标准。优化条件下运行时,电压为15~18V,电流为32A,吨水耗电量为10.6kW·h。
2.7运行成本核算
运行成本包括电催化氧化系统所消耗的电费、极板损耗费及日常维护费。
工业用电价格按0.8元/(kW·h)计算,计算得电解槽消耗的吨水电费为8.5元,电极板每1.5年进行更换,吨水消耗电极板的费用为0.6元,维护费每年2000元,因此,总吨水运行成本为10.2元。
3结论
(1)以实际污水厂二级出水为原水,综合考虑COD、氨氮、总氮去除效果,钌钛电极优于钌铱电极。
(2)通过单因素实验确定的优化运行条件为:电流密度为10mA/cm2,极板间距为8cm,水力停留时间为2.75h,此时,COD的平均去除率为55.1%,氨氮的平均去除率为99.6%,总氮的平均去除率为85.9%。优化条件下运行时,吨水运行成本为10.2元。
(3)实验条件的改变对COD去除率的影响相对于氨氮而言更大,可能是因为有机物没有被良好的富集到极板表面或者·OH的产生量不高,而扩散至液相主体的活性氯对氨氮的氧化比COD更为有效。——论文作者:李诚1,张浩2,顾悦1,王少坡2,3
声明:①文献来自知网、维普、万方等检索数据库,说明本文献已经发表见刊,恭喜作者.②如果您是作者且不想本平台展示文献信息,可联系学术顾问予以删除.

SCISSCIAHCI

