0
发表咨询在线!

发布时间:2022-04-11所属分类:工程师职称论文浏览:1793次
摘 要: 摘 要:采用激光表面淬火工艺可以有效提高金属材料表面层的硬度和耐磨性,可以在表面层形成残余压应力,从而提高材料的抗疲劳性能。采用实验方法研究激光束的直径、移动速率、功率等对表面淬硬层深度及硬度的影响,具有一定的意义。实验结果表明,当激光光斑直径和扫描

摘 要:采用激光表面淬火工艺可以有效提高金属材料表面层的硬度和耐磨性,可以在表面层形成残余压应力,从而提高材料的抗疲劳性能。采用实验方法研究激光束的直径、移动速率、功率等对表面淬硬层深度及硬度的影响,具有一定的意义。实验结果表明,当激光光斑直径和扫描速度不变时,表面最大硬度随着激光功率的增加先增加后降低,存在一个最佳功率值;当其他参数不变时,在一定范围内淬硬层的深度随着扫描速度的增加而降低;两道扫描路径之间的搭接区域硬度较小,且存在较小的残余拉应力,是整个结构的薄弱环节。
关键词:激光;表面淬火;硬度
0 引言
激光表面淬火可以大幅度提高金属表面的硬度和耐磨性,并使金属表面处于残余压应力状态,提高金属的耐疲劳性能,是一种常见的金属表面强化工艺[1~4] 。影响激光表面淬火的主要工艺参数包括光斑直径、激光功率、扫描速度等[5~8] 。本文主要通过实验测试的方式,研究上述参数对激光表面淬火后表面层硬度、淬硬层深度以及表面残余应力分布的影响,具有一定的意义。
1 试验材料及实验方法
1.1 实验材料
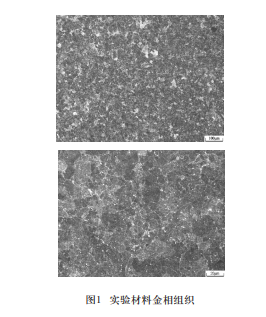
实验材料从某锻钢产品上取下,初始热处理状态为退火状态,表面硬度为30HS(207HV),其金相组织如图1所示。
如图1所示,实验材料主要由珠光体和碳化物组成,组织分布均匀,不存在偏析等缺陷。
1.2 实验方法
1)试样
实验中,试样实验表面尺寸为100mm×100mm,厚度取30mm,实验表面需加工至表面粗糙度小于Ra1.6,去除油污等备用。
2)实验方法及测试设备
将试样置于实验台上,激光表面淬火后自然冷却,不使用气体保护,然后进行低温回火。实验中,激光器采用Laserline半导体激光器,采用HV-1000型显微硬度计测试淬火后的表面层硬度,采用HL-300型肖氏硬度计测量表面硬度,采用X射线衍射方法测定淬火后试样的残余应力。
2 试验结果及讨论
2.1 表面淬火区域金相组织
经过激光表面淬火后的区域沿着厚度方向的金相组如图2所示,表面淬火区域的组织主要为隐晶马氏体,由于隐晶马氏体难以在普通金相显微镜下观测,因此整体呈白色;白色与黑色相间的区域组织主要为隐晶马氏体和碳化物的混合组织,并逐渐过渡到基体的珠光体和碳化物的混合组织。
2.2 激光功率对硬度的影响
控制淬火后的表面硬度为65HS,研究相同光斑移动速率条件下光斑直径与所需功率之间的关系,其结果如图3所示。
由图3可知,当光斑直径和扫描速度相同时,随着激光功率的增加,表面硬度先增加后降低;随着光斑直径的增加,获得相同表面硬度所需的激光功率不断增加。
2.3 扫描速度对淬硬层深度的影响
以光斑直径为25mm为例,激光器功率为3600W,扫描速度与硬度大于450HV的淬硬层深度之间的关系如图4所示。
由图4可知,淬硬层深度随着扫描速度的增加而降低。扫描速度增加,效率提高,但淬硬层深度降低,因此在保证一定淬硬层深度的情况下,要尽量选择较大的扫描速度。
2.4 淬火层硬度
由于采用圆形激光光斑,因此在两条激光光斑扫描路径的搭接区域和扫描区域,材料受热情况不同,淬硬层的硬度也不一致,图5所示为光斑直径为25mm,扫描速度为5mm/s时,扫描区域和搭接区域显微硬度的对比情况。
由图5可知,搭接区域的硬度和淬硬层深度明显低于扫描区域,是整个结构的薄弱环节。搭接区域由于激光照射的能量密度较低,淬硬层深度较小。图6所示为由搭接区域中心向附近两条光斑扫描路径延伸的表面硬度分布情况。
相关论文文献您还可以参考:淬火工艺有关的论文文献推荐
由图6可知,搭接区域中心的硬度最小,仅为51HS 左右;沿着向两条扫描路径方向,硬度越来越大,当离开搭接中心区域1.5mm左右时,表面硬度接近65HS,与扫描区域的表面硬度相当。因此,在进行激光表面淬火工艺设计时,应该以搭接区域中心的硬度和淬硬层深度作为参考,合理设置光斑直径、激光功率和扫描速度。
2.5 残余应力
表面淬火后,扫描区的残余应力为压应力,横向残余应力为-423MPa,纵向残余应力为-434MPa,纵向和横向压应力几乎相等;搭接区域中心部位的残余应力为拉应力,横向残余应力为60MPa,纵向残余应力为 20.6MPa。
3 结论
采用实验测试的方法对激光表面淬火工艺对金属表面硬度的影响进行了探索,得到主要结论如下。
1)激光表面淬火后,淬火层的主要组织为隐晶马氏体,随着深度的增加逐渐转变为马氏体+碳化物,未被淬火的基层组织仍为珠光体+碳化物。
2)其他条件不变时,随着激光功率的增加,淬火后的表面硬度先增加后降低,存在一个硬度的极值,表明激光功率存在最优值;随着光斑直径的增加,达到某确定表面硬度所需的激光功率也会相应增加。
3)扫描速度越快,淬硬层深度越小;因此在保证工艺要求的前提下,可以选择较大的扫描速度以提高生产效率。
4)扫描搭接区域的硬度和淬硬层深度明显小于扫描区域,因此在工艺设计时应该以搭接区域的硬度和淬硬层深度作为参考。
5)表面淬火处理后,结构主要的残余应力为压应力,但在搭接区域存在一定的残余拉应力。——论文作者:刘庆刚1 ,郭彦书1 ,于新奇1 ,刘 麟2
参考文献:
[1] 李月英,刘勇兵,陈华.激光表面淬火后铁基烧结凸轮的组织与性能研究[J].粉末冶金技术,2006,24(4):280-286.
[2] 魏华凯,姜伟,韩莉.30CrMnSi的激光表面淬火[J].材料热处理技术,2008,37(4):82-83.
[3] 颜丙功,刘继常,郭怡晖.球墨铸铁激光表面淬火硬化深度的解析计算[J].激光技术,2011,35(2):206-209.
[4] 金飞翔,李云涛,王金葵,等.Cr12M0V模具钢激光表面淬火功率对高频疲劳性能的影响[J].河北工业大学学报,2013,42(6):78- 82,105.
[5] 张亚龙,徐新成,杨向东,等.激光表面淬火对H13钢显微组织及性能的影响[J].热加工工艺,2014,43(8):153-155,160.
[6] 颜丙功,伍耀庭,刘继常,等.基于蚁群算法的激光表面淬火工艺参数神经网络优化系统[J].材料热处理学报,2014,35(S1):234- 238.
[7] 王智明,李刚,秦硕,等.自制涂剂在65Mn激光表面淬火中的应用研究[J].兵器材料科学与工程,2016,(39)1:101-103.
[8] 单澜,张庆力.基于正交实验的激光表面淬火的工艺研究[J].科技通报,2017,(33)12:104-107.
声明:①文献来自知网、维普、万方等检索数据库,说明本文献已经发表见刊,恭喜作者.②如果您是作者且不想本平台展示文献信息,可联系学术顾问予以删除.

SCISSCIAHCI

